Pytanie 1
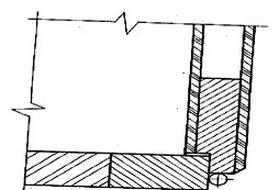
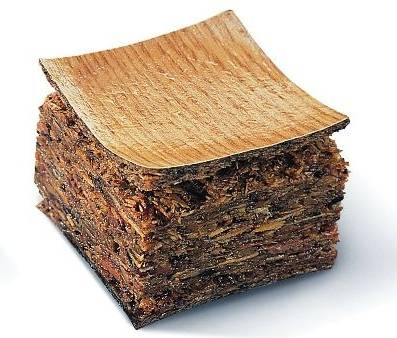
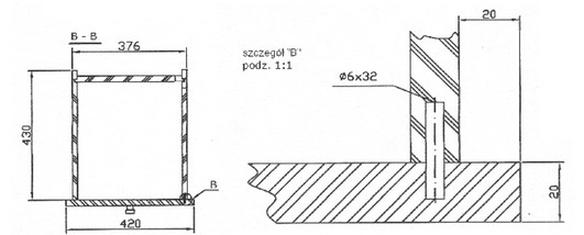
Na podstawie rysunku określ materiał, z którego wykonany jest bok szuflady.
A. Płyta wiórowa.
B. Tarcica.
C. Sklejka.
D. Płyta pilśniowa.
Decyzja o wyborze nieprawidłowej odpowiedzi może wynikać z nieporozumienia dotyczącego właściwości materiałów drewnopochodnych. Płyta wiórowa, mimo iż jest popularnym surowcem, nie posiada warstwowej struktury, lecz jest kompozytem wiórów drzewnych sklejonych za pomocą żywicy. Tego rodzaju materiały są mniej wytrzymałe i bardziej podatne na uszkodzenia niż sklejka, co czyni je mniej odpowiednimi do konstrukcji, które wymagają wysokiej stabilności. Tarcica, będąca materiałem pozyskiwanym bezpośrednio z drewna, cechuje się naturalnym wyglądem, ale nie oferuje takiej odporności i wszechstronności jak sklejka. Płyta pilśniowa, z kolei, jest materiałem uzyskanym z włókien drzewnych, które są sprasowane i sklejenie, co również nie odpowiada warstwowej budowie sklejki. Ważne jest, aby zrozumieć, że każdy z tych materiałów ma swoje charakterystyczne właściwości i zastosowania, ale tylko sklejka spełnia wymogi dla konstrukcji o wysokiej wytrzymałości i stabilności. Często błędne wnioski wynikają z niepełnego zrozumienia różnic w budowie i zastosowaniu tych materiałów, co może prowadzić do nieodpowiednich decyzji projektowych. Dlatego kluczowe jest dokładne zapoznanie się z właściwościami materiałów w kontekście ich praktycznego zastosowania.