Pytanie 1
Do sterownika PLC załadowano program:
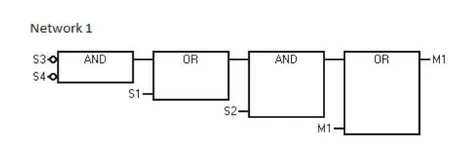
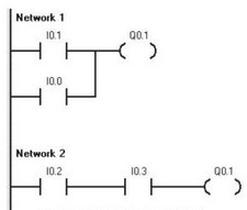
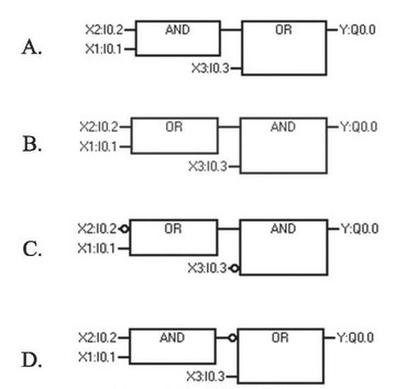
0 LD I0.0 1 XOR I0.1 2 A I0.2 3 = Q0.0
Która funkcja logiczna odpowiada temu programowi?
A. Funkcja logiczna: I0.0 XOR (I0.1 AND I0.2)
B. Funkcja logiczna: (I0.0 OR I0.1) AND I0.2
C. Funkcja logiczna: (I0.0 AND I0.1) OR I0.2
D. Funkcja logiczna: (I0.0 XOR I0.1) AND I0.2
Program zapisany w listwie rozkazów PLC wyrażony jest tutaj jako cztery instrukcje: LD I0.0 (załaduj stan wejścia I0.0 na stos), XOR I0.1 (wykonaj operację XOR z wejściem I0.1), A I0.2 (AND z I0.2) oraz = Q0.0 (zapisz wynik na wyjście Q0.0). Przekładając to na logikę matematyczną, otrzymujemy: najpierw XOR między I0.0 a I0.1, potem wynik tego działania jest logicznie AND-owany z I0.2. Takie podejście jest bardzo typowe w automatyce – najpierw budujemy złożone warunki na podstawie prostych sygnałów, potem dopiero sterujemy wyjściem. W praktyce, takie sterowanie można spotkać choćby w sterowaniu bramą: np. jeśli sygnały z czujników są różne (XOR), a dodatkowo brama jest zamknięta (I0.2), to wtedy realizujemy jakąś funkcję. Moim zdaniem wielu początkujących programistów PLC nie docenia siły prostych operacji logicznych w rozwiązaniu realnych problemów – takie podejście jest wydajne i czytelne. Standardy programowania PLC, choćby według normy IEC 61131-3, zalecają właśnie taki podział: najpierw wykonujemy operacje logiczne, potem działania na wyjściach. Dobrze jest pamiętać, że takie połączenia logiczne pozwalają na tworzenie rozbudowanych układów sterowania, a ich zrozumienie jest kluczowe dla każdego automatyka.