Kwalifikacja: MEC.01 - Wykonywanie i naprawa wyrobów z blachy i profili kształtowych
Zawód: Blacharz
Kategorie: Obróbka plastyczna Pomiary i trasowanie
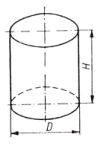
Które rozwinięcie powierzchni (bez zakładek) zgodnie z przedstawionym rysunkiem, należy wytrasować na blasze, aby wykonać naczynie walcowe z dnem i otwarte z drugiej strony?
Odpowiedzi
Informacja zwrotna
Najlepszym rozwiązaniem przy wykonywaniu naczynia walcowego z jednym dnem i otwartą górą jest rozrysowanie na blasze jednego koła oraz jednego prostokąta. Wynika to z faktu, że walec składa się z powierzchni bocznej, którą rozkłada się na prostokąt o wymiarach obwodu podstawy walca (czyli πD) oraz wysokości walca (H), oraz z pojedynczego dna w postaci koła. Moim zdaniem, często popełnianym błędem jest wyobrażenie sobie, że trzeba wyciąć dwie podstawy, jakby walec był zamknięty z obu stron. Tymczasem, zgodnie z normami branżowymi, na przykład PN-EN ISO 13920 czy PN-EN ISO 9606-1, projektuje się dokładnie taki zestaw rozwinięć, jaki jest niezbędny do zmontowania konkretnej konstrukcji. W praktyce warsztatowej, jeśli wykonuje się naczynie do przechowywania cieczy czy gazów, to właśnie taki zestaw elementów (prostokąt i koło) jest podstawą. Zwracam uwagę – każdy dodatkowy element to dodatkowa robota i niepotrzebne zużycie materiału. Dodatkowo, zawsze warto przed trasowaniem dokładnie sprawdzić rysunek techniczny i upewnić się, które powierzchnie mają być zamknięte – to naprawdę ułatwia późniejszy montaż i spawanie. Taka wiedza przydaje się nie tylko w szkole, ale i przy realnych zleceniach produkcyjnych.