Pytanie 1
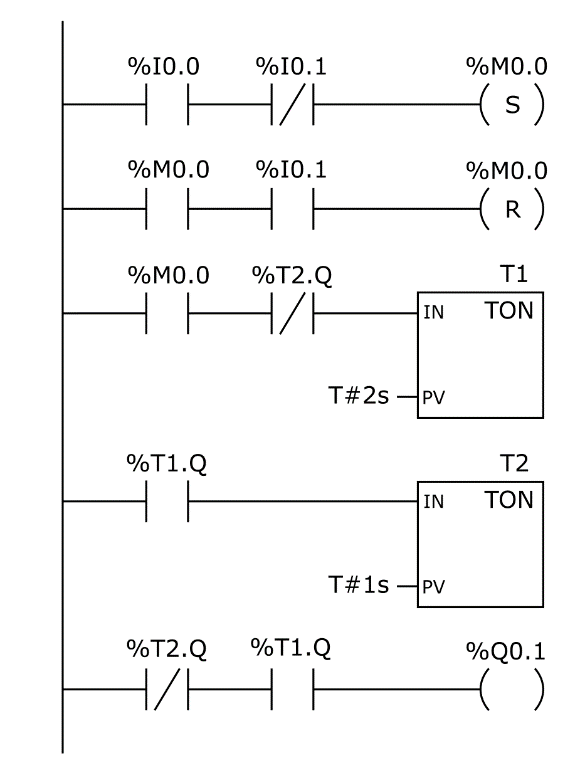
Która z wymienionych korekt wprowadzonych do programu przedstawionego na rysunku zagwarantuje dłuższy czas trwania stanu wysokiego na wyjściu Q0.1?
A. Zmniejszenie wartości PV czasomierza T2.
B. Zmniejszenie wartości PV czasomierza T1.
C. Zwiększenie wartości PV czasomierza T2.
D. Zwiększenie wartości PV czasomierza T1.
Zwiększenie wartości PV czasomierza T2 to najskuteczniejszy sposób na wydłużenie czasu trwania stanu wysokiego na wyjściu Q0.1 w tym układzie sterowania PLC. Mechanizm działania jest taki, że T1 uruchamia T2, a dopiero po zakończeniu odmierzania przez T2 (czyli po upłynięciu ustawionego czasu PV) zmienia się stan na wyjściu Q0.1. Jeśli zwiększysz PV w T2, czas przez który T2.Q pozostaje w stanie wysokim, a tym samym Q0.1, również się wydłuża. W praktyce automatyki takie rozwiązanie stosuje się np. w sterowaniu podawaniem, gdzie potrzebne jest precyzyjne wydłużenie sygnału wyjściowego tylko na określony czas. Moim zdaniem takie podejście daje elastyczność – nie trzeba ingerować w pozostałą logikę programu, wystarczy zmienić jedną wartość parametru. To zgodne z dobrymi praktykami programowania PLC – parametrów czasowych używa się właśnie po to, żeby w prosty sposób móc dostosować zachowanie maszyny do rzeczywistych potrzeb, bez konieczności przebudowy całego programu. Warto też pamiętać, że w środowiskach przemysłowych często operatorzy muszą dostosowywać czas podtrzymania sygnału wyjściowego do specyfiki procesu – i właśnie za pomocą PV czasomierza T2 robi się to najlepiej.