Pytanie 1
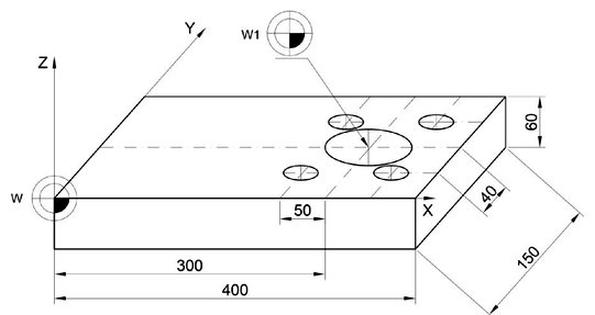
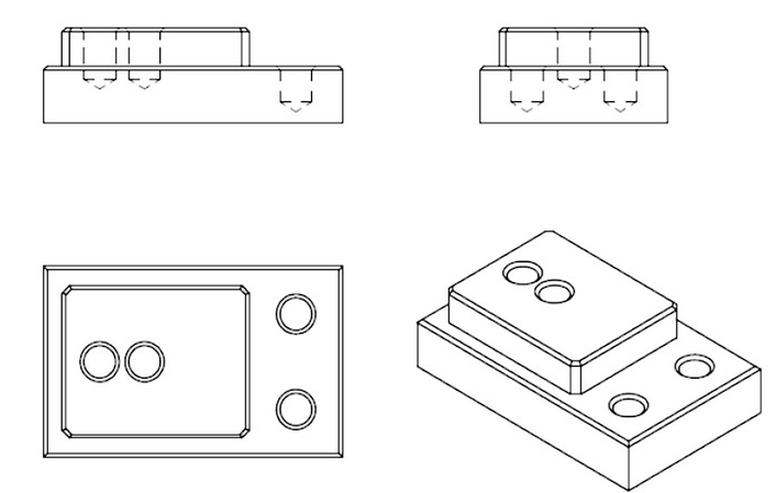
Przedstawiony na zdjęciu obraz cyklu stałego obrabiarki CNC dotyczy

A. frezowania czopu wielobocznego.
B. wiercenia modelowego otworów.
C. frezowania kieszeni okrągłej.
D. gwintowania za pomocą gwintownika.
Na przedstawionym obrazie widzimy cykl stały obrabiarki CNC, który ilustruje proces wiercenia modelowego otworów. Wiercenie jest kluczową operacją w obróbce materiałów, która pozwala na precyzyjne wytwarzanie otworów o różnorodnych średnicach i głębokościach. W kontekście zastosowań przemysłowych, wiercenie modelowe jest stosowane często w produkcji prototypów oraz w procesach, gdzie wymagane jest precyzyjne rozmieszczenie otworów według zadanych specyfikacji. Współczesne obrabiarki CNC są zaprogramowane w taki sposób, aby minimalizować błędy podczas wiercenia, zapewniając jednocześnie dużą wydajność produkcji. Warto również zauważyć, że proces ten jest ściśle związany z normami jakości, co zapewnia powtarzalność i zgodność z wymaganiami technicznymi. Dlatego, na podstawie analizy obrazu i dostępnych informacji, poprawna odpowiedź to „wiercenie modelowego otworów”.