Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 22/40 punktów (55,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Oblicz maksymalny moment zginający dla belki, której wskaźnik wytrzymałości na zginanie wynosi 20 cm3, przy dopuszczalnych naprężeniach zginających na poziomie 150 MPa.
Jaką wartość będzie miała teoretyczna sprawność n=deltaT/T1 obiegu Carnota, jeśli temperatura źródła ciepła wynosi T1=500 K, a czynnik w trakcie przemiany schładza się do T2=200 K?
Co należy zrobić, gdy osoba ma na sobie palącą się odzież?
Jaką metodą kształtuje się miski olejowe silników spalinowych z blachy?
Jaką prędkość kątową osiągnie obiekt poruszający się po okręgu o promieniu 5 m, jeśli jego prędkość liniowa wynosi 20 m/s?
Podczas izochorycznej przemiany ciśnienie początkowe gazu w cylindrze wynosi 2 MPa przy temperaturze 400 K. Jaką temperaturę osiągnie ten gaz, gdy ciśnienie wzrośnie do 8 MPa?
Wskaż element, który ma wpływ na szybkość wypływu cieczy z otworu umiejscowionego w dnie zbiornika.
Przekładnia globoidalna należy do typu przekładni
Jaką maksymalną wartość momentu skręcającego może przenieść wał o wskaźniku wytrzymałości na skręcanie równym 20 cm3, jeśli dopuszczalne naprężenie na skręcanie wynosi 80 MPa?
Jednoczesne działanie statycznych naprężeń rozciągających oraz oddziaływanie środowiska, co prowadzi do pęknięć w elementach maszyn, jest efektem korozji
Proces wymiany ciepła, który może zachodzić w próżni, to
Wióry, które powstają podczas wiercenia na wiertarce, powinny być usuwane
Na rysunku przedstawiono połączenie

Które z równań opisujących zależność między ciśnieniem (p), objętością (V), temperaturą (T), liczbą moli (n) oraz uniwersalną stałą gazową (R) jest równaniem stanu gazu idealnego?
Oblicz koszt wyprodukowania na frezarce 100 sztuk kół zębatych, jeżeli pracownik w ciągu godziny wykonuje 5 kół, a stawka za godzinę pracy frezera wynosi 50 zł. Dolicz koszty dodatkowe podane w tabeli.
| Koszty | Kwota (zł) |
|---|---|
| Materiał do wykonania 100 kół zębatych | 50,00 |
| Amortyzacja frezarki wyliczona na wykonanie 100 kół zębatych | 200,00 |
Jakie napięcie prądu przemiennego jest uważane za bezpieczne dla ludzi, nie przekraczając
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do jakiego rodzaju badań wykorzystywany jest młot Charpy'ego?
Jaką przekładnię stosuje się, aby zabezpieczyć układ napędowy urządzenia przed uszkodzeniem w sytuacji chwilowego przeciążenia?
Osoba, która na co dzień pracuje z narzędziami pneumatycznymi, powinna posiadać
Czym są parametry Ra i Rz?
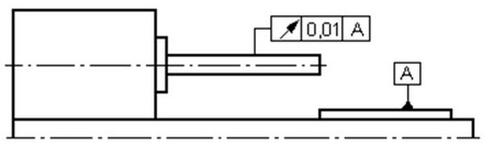
W celu przeprowadzenia pomiaru błędu bicia zgodnie z przedstawionym rysunkiem należy zastosować
Podczas montażu przekładni zębatych stopniowych osie wałów, na których zamontowane są koła zębate walcowe, powinny być względem siebie
Niewyważone komponenty maszyn oraz urządzeń, obracające się z dużymi prędkościami, mogą prowadzić do
Przyrząd pokazany na rysunku służy do

Jaka jest średnica otworu przygotowanego pod gwint M20 × 2,5? Skorzystaj z wzoru: \( d_o = d_g - 1{,}1 \cdot P \)
gdzie:
\( d_o \) – średnica otworu,
\( d_g \) – średnica gwintu,
\( P \) – skok gwintu?
Przedstawione na zdjęciu narzędzie stosuje się do

Co należy wykonać przed próbą uruchomienia systemu hydraulicznego po dokonaniu naprawy?
Podczas montażu przekładni łańcuchowej do zakotwienia kół łańcuchowych na wałach wykorzystuje się połączenia
Przedstawione na rysunku złącze uzyskuje się za pomocą spoiny

Na rysunku przedstawiono koła zębate o zębach

Mocowanie prasy hydraulicznej do podłoża należy zrealizować przy użyciu
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas montażu prowadnic, które są przykręcane, należy w pierwszej kolejności
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodą nie przeprowadza się regeneracji uszkodzonego korpusu maszyny?
Podczas montażu spoczynkowych połączeń wielowypustowych nie stosuje się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Dobierz wymiary wpustu do montażu koła pasowego na wale o średnicy Ø40.
| Wymiary wpustów pryzmatycznych | |||||
|---|---|---|---|---|---|
| Średnica [mm] | Wpust [mm] | Długość wpustu (l) [mm] | |||
| powyżej | do | b | h | od | do |
| 38 | 44 | 12 | 8 | 28 | 140 |
| 44 | 50 | 14 | 9 | 36 | 160 |
| 50 | 58 | 16 | 10 | 45 | 180 |
| 58 | 65 | 18 | 11 | 50 | 200 |