Pytanie 1
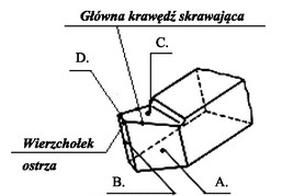
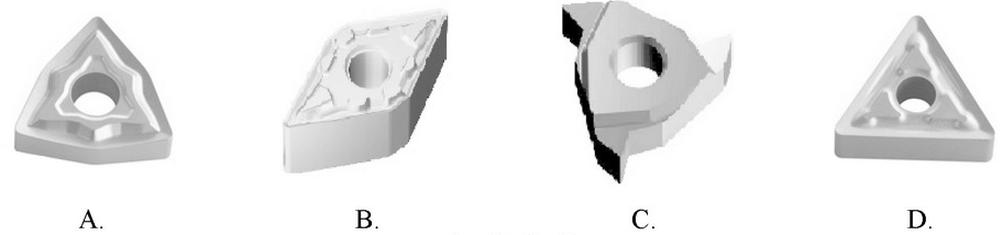
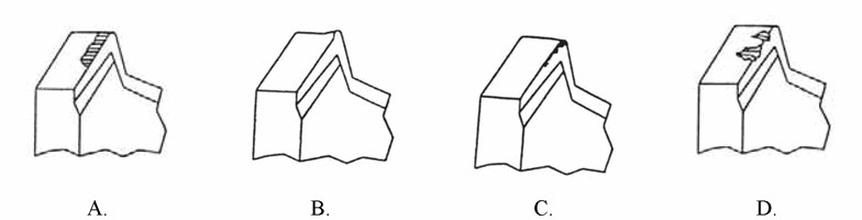
Przejściową powierzchnię przyłożenia ostrza noża tokarskiego, na przedstawionym rysunku, oznaczono literą

A. C.
B. B.
C. A.
D. D.
Odpowiedź C jest prawidłowa, ponieważ przejściowa powierzchnia przyłożenia ostrza noża tokarskiego to kluczowy element procesu obróbczej pracy tokarki. Powierzchnia ta styka się z obrabianym materiałem i jest odpowiedzialna za skuteczność skrawania. Na rysunku, wskazana powierzchnia C rzeczywiście znajduje się w miejscu, gdzie ostrze noża dotyka materiału, co jest zgodne z zasadami obróbczej technologii. W praktyce, odpowiednie ustawienie i kształt tej powierzchni mają istotny wpływ na jakość wykończenia powierzchni obrabianego elementu. W branży tokarskiej, zgodnie z normami ISO, istotne jest, aby przejściowe powierzchnie przyłożenia były precyzyjnie zaprojektowane, co zapewnia minimalne zużycie narzędzi oraz zmniejsza ryzyko uszkodzenia obrabianego materiału. Przy odpowiednim doborze geometrii ostrza, można osiągnąć wyższą wydajność obróbcza oraz lepsze parametry skrawania, co jest kluczowe w produkcji seryjnej. Zrozumienie tej koncepcji jest niezbędne dla każdego technika w obszarze obróbki skrawaniem.