Pytanie 1
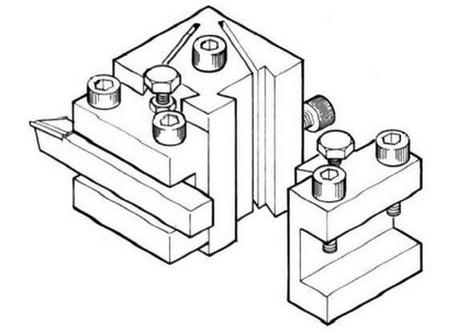
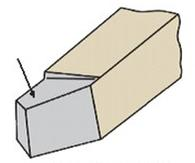
Powierzchnia noża tokarskiego, oznaczona strzałką na rysunku, to powierzchnia
A. przystawienia.
B. natarcia.
C. pomocnicza przyłożenia.
D. przyłożenia.
Powierzchnia noża tokarskiego oznaczona strzałką na rysunku to powierzchnia natarcia, która odgrywa kluczową rolę w procesie obróbki skrawaniem. Jest to ta część narzędzia, która w trakcie pracy ma bezpośredni kontakt z obrabianym materiałem. To właśnie na powierzchni natarcia zachodzi proces skrawania, który polega na usuwaniu warstwy materiału z przedmiotu obrabianego. W praktyce oznacza to, że właściwe ukształtowanie i stan techniczny powierzchni natarcia mają decydujący wpływ na jakość wykonanej obróbki, w tym na dokładność wymiarową i chropowatość powierzchni. Narzędzia skrawające, w tym noże tokarskie, powinny być regularnie kontrolowane i ostrzone, aby utrzymać ich efektywność. Utrzymanie odpowiednich parametrów geometrii narzędzia, takich jak kąt natarcia, jest również zgodne z dobrymi praktykami branżowymi, co może prowadzić do zwiększenia trwałości narzędzia i zmniejszenia kosztów produkcji.