Pytanie 1
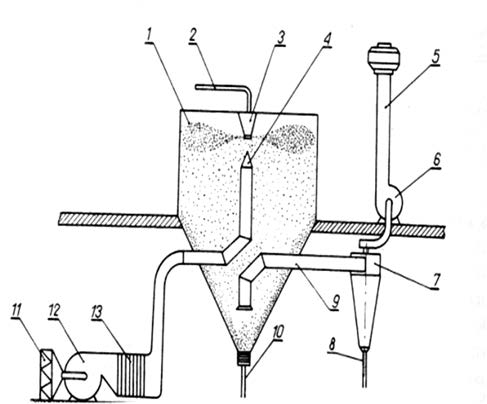
Ekstraktem w procesie przedstawionym na rysunku jest
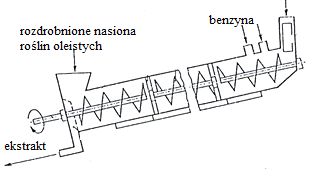
A. wytłok.
B. makuch.
C. melasa.
D. miscela.
Prawidłowo – w pokazanym procesie ekstrakcji rozdrobnionych nasion roślin oleistych z użyciem benzyny (rozpuszczalnika) powstający ciekły ekstrakt to właśnie miscela. W technologii tłuszczowej tym słowem określa się roztwór oleju w rozpuszczalniku organicznym, najczęściej w heksanie lub benzynie ekstrakcyjnej. Jest to typowy etap w przemysłowej produkcji olejów roślinnych: najpierw rozdrabnianie i kondycjonowanie nasion, potem ekstrakcja rozpuszczalnikiem, a jednym z głównych strumieni wychodzących z ekstraktora jest właśnie miscela. Z mojego doświadczenia ta nazwa na początku wydaje się trochę egzotyczna, ale w zakładach tłuszczowych używa się jej non stop – w dokumentacji, instrukcjach eksploatacji, a nawet w codziennej rozmowie na hali produkcyjnej. W dobrych praktykach produkcyjnych (GMP) mocno podkreśla się konieczność kontroli parametrów miscieli: stężenia tłuszczu, temperatury, zawartości zanieczyszczeń nierozpuszczalnych. Od tego zależy wydajność całego procesu i bezpieczeństwo późniejszej destylacji rozpuszczalnika. Miscela trafia potem do odparki i destylacji, gdzie odzyskuje się rozpuszczalnik, a otrzymany surowy olej kieruje się do rafinacji. W praktyce operatorzy ekstraktora obserwują barwę i klarowność miscieli, bo nagłe zmiany mogą świadczyć o problemach z dozowaniem surowca albo z pracą ślimaka. Co ważne, miscela jest mieszaniną ciekłą – w przeciwieństwie do makuchu czy wytłoków, które są stałymi produktami poekstrakcyjnymi lub po tłoczeniu. Warto to sobie skojarzyć: gdzie jest rozpuszczalnik i olej w stanie ciekłym, tam mówimy o miscieli.