Pytanie 1
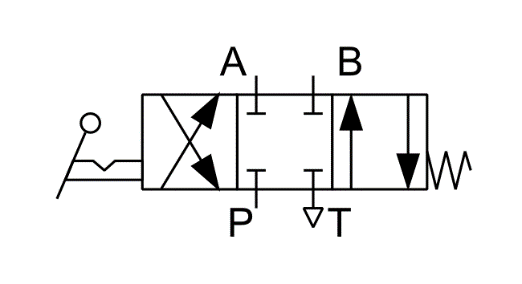
Do którego przyłącza zaworu hydraulicznego należy podłączyć zbiornik z cieczą hydrauliczną?
A. P
B. A
C. T
D. B
Poprawna odpowiedź to przyłącze T, czyli tzw. port powrotny (ang. Tank). W zaworach hydraulicznych oznaczenie T zawsze odnosi się do przewodu odprowadzającego ciecz z powrotem do zbiornika. W klasycznym układzie hydrauliki siłowej mamy trzy podstawowe przyłącza: P – zasilanie (ciśnienie z pompy), A i B – wyjścia robocze do siłowników lub silników hydraulicznych oraz T – powrót do zbiornika. W momencie, gdy zawór ustawi się w pozycji neutralnej, przepływ z P często kierowany jest właśnie do T, aby układ nie pracował pod stałym ciśnieniem. W praktyce montażowej należy pamiętać, że przewód powrotny powinien mieć możliwie małe opory przepływu i odpowiednią średnicę, aby uniknąć wzrostu ciśnienia zwrotnego. Z mojego doświadczenia w układach przemysłowych przewód T prowadzi ciecz do filtra, a dopiero potem do zbiornika – poprawia to czystość i trwałość całego systemu. W schematach hydraulicznych port T często rysowany jest na dole zaworu, co odpowiada kierunkowi grawitacyjnego powrotu cieczy.