Pytanie 1
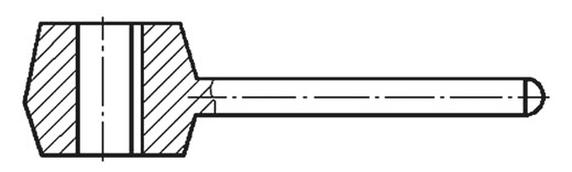
Rysunek tulei z dokładnie wykonanym otworem, który zwymiarowano zgodnie z zasadami rysunku technicznego jest oznaczony literą
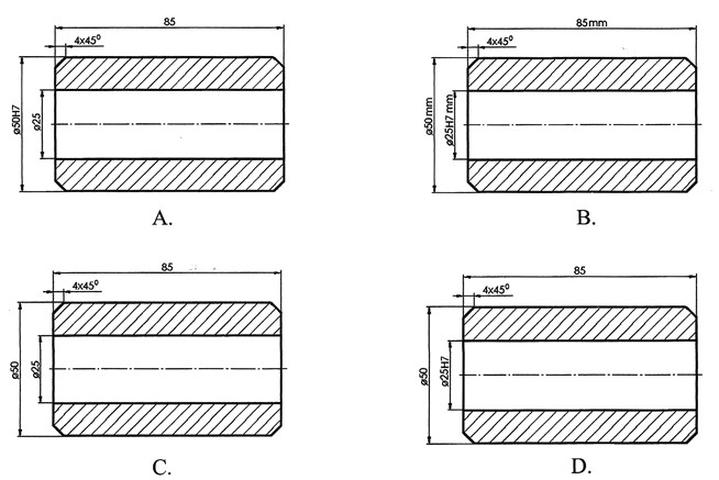
A. B.
B. A.
C. C.
D. D.
W przypadku odpowiedzi A, brak podania klasy dokładności otworu stanowi istotny błąd. Klasa dokładności jest niezwykle ważna, ponieważ definiuje, jakie tolerancje są akceptowane przy produkcji. Oznaczenie wymiaru bez wskazania tolerancji może prowadzić do nieprawidłowego wykonania części, co w konsekwencji wpływa na jej funkcjonalność. Odpowiedź B wskazuje na dodanie jednostek mm, co jest niepotrzebne, ponieważ w rysunkach technicznych obowiązuje domyślnie jednostka milimetr. Wszelkie odchylenia od tej zasady mogą wprowadzać niejasności i dezorientację wśród osób interpretujących rysunki, co generuje dodatkowe koszty związane z ewentualnymi poprawkami. Rysunek C, z kolei, nie zawiera klasy dokładności dla otworu, co również jest istotnym niedopatrzeniem. Każdy otwór w elementach mechanicznych powinien być odpowiednio wymiarowany, aby zapewnić pasowanie i działanie komponentów w ramach większych zespołów. Zrozumienie tych zasad jest niezbędne, aby uniknąć częstych błędów, które mogą prowadzić do problemów w montażu i eksploatacji gotowych produktów.