Pytanie 1
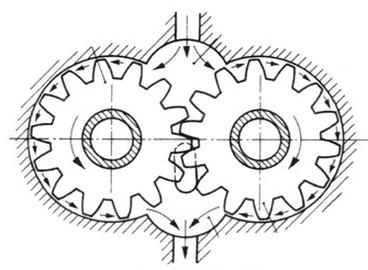
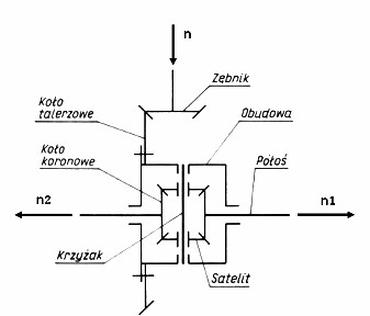
Przedstawiony schemat przekładni mechanicznej, umożliwjającej jednoczesny obrót półosi z różnymi prędkościami n1 i n2, to mechanizm
A. maltański.
B. zapadkowy.
C. obrotowy.
D. różnicowy.
Odpowiedzi 'obrotowy', 'maltański' i 'zapadkowy' nie mają racji bytu w tym przypadku. Każdy z tych mechanizmów działa w inny sposób i ma swoje specyficzne zastosowania, które nijak mają się do mechanizmu różnicowego. Mechanizm obrotowy to dość ogólna kategoria, która obejmuje różne urządzenia przekształcające energię, ale nie ma mowy o jakiejkolwiek różnicy prędkości obrotowych przy skrętach. W kontekście pojazdów bardziej chodzi o silniki czy systemy przenoszenia ruchu, a nie o układy kół. Mechanizm maltański, kojarzy się głównie z zegarami i ma na celu przekształcenie ruchu obrotowego w skokowy, co nie ma kompletnie zastosowania w naszym kontekście. A mechanizm zapadkowy? On przenosi ruch tylko w jednym kierunku, więc to też nie to, co nas interesuje. Takie mylne odpowiedzi mogą być wynikiem zamieszania wokół funkcji tych mechanizmów i ich praktycznego zastosowania. Żeby lepiej to ogarnąć, warto zgłębić zasady ich działania i ich rolę w różnych aspektach inżynierii.