Pytanie 1
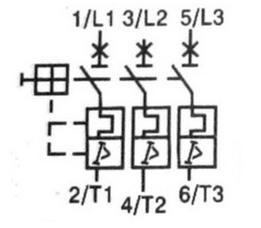
Uzwojenia silnika powinny być połączone w trójkąt. Który rysunek przedstawia tabliczkę zaciskową silnika z poprawnie połączonymi uzwojeniami?
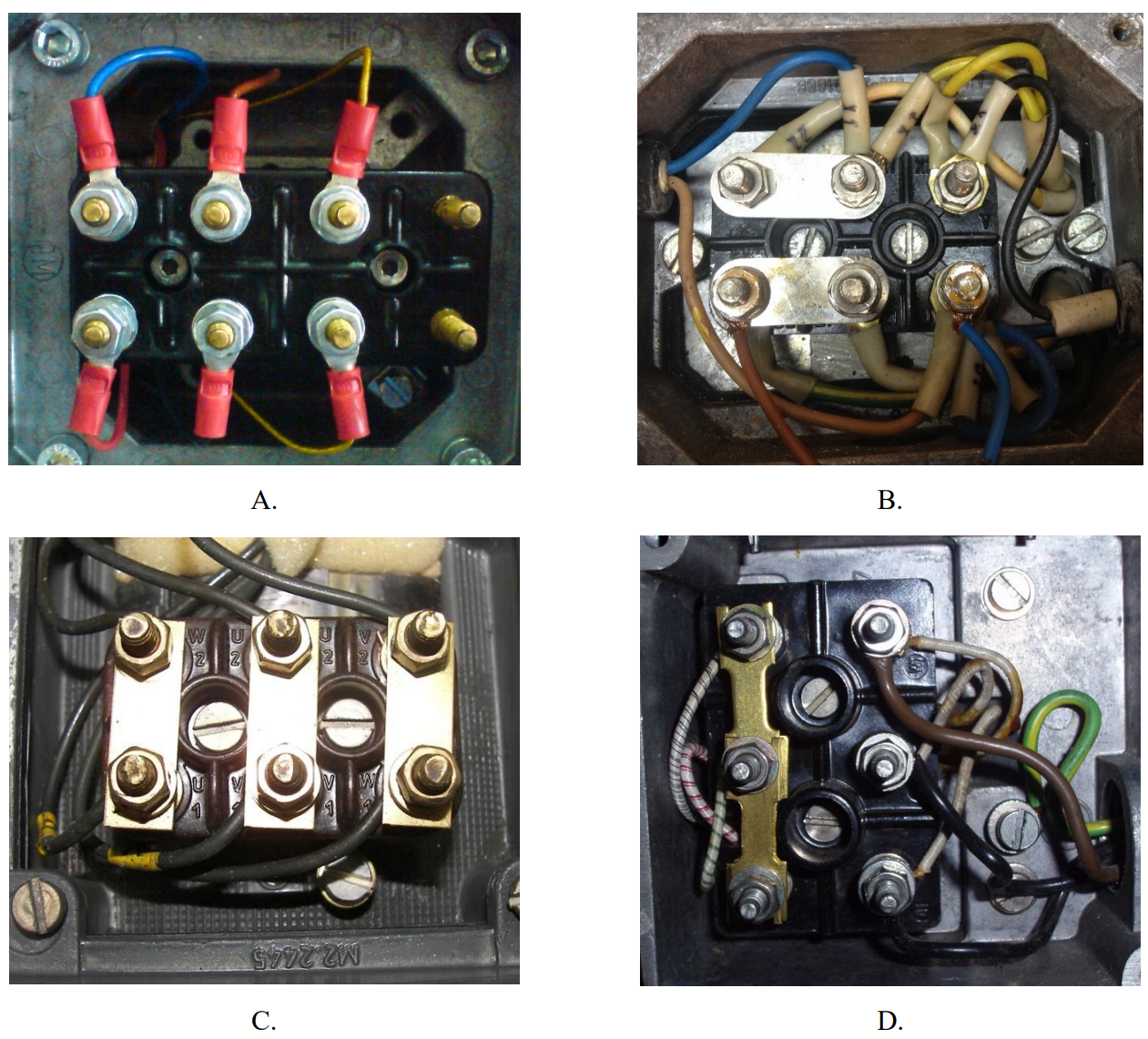
A. B.
B. D.
C. C.
D. A.
Analizując inne rysunki, zauważamy, że przedstawione tam połączenia nie spełniają kryteriów wymaganych do prawidłowego funkcjonowania silnika w układzie trójfazowym. W przypadku rysunków, które przedstawiają połączenia w gwiazdę, uzwojenia są zestawione w sposób, który ogranicza ich wydajność w stosunku do połączenia trójkątnego. Połączenie w gwiazdę, choć może być odpowiednie w celu ograniczenia prądu rozruchowego, nie pozwala na pełne wykorzystanie mocy silnika w długoterminowej pracy. Błędem jest także myślenie, że każdy typ połączenia uzwojeń jest uniwersalny; różnice między układami mają krytyczne znaczenie w kontekście obciążenia oraz charakterystyki momentu obrotowego. W praktyce, nieodpowiednie połączenie może prowadzić do przegrzewania się silnika, co może skutkować uszkodzeniami i krótszym czasem życia urządzenia. Ponadto, błędy w połączeniach mogą prowadzić do nierównomiernego rozkładu napięć, co generuje dodatkowe straty energetyczne oraz obniża efektywność całego układu napędowego. Dlatego niezwykle istotne jest posiadanie solidnej wiedzy na temat połączeń elektrycznych i ich zastosowań w kontekście specyficznych wymagań projektowych.