Pytanie 1
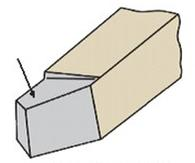
Na rysunku przedstawiono wymiarowanie kąta
A. skrawania.
B. przyłożenia.
C. ostrza.
D. natarcia.
W przypadku wymiarowania kąta na rysunku technicznym, wiele osób może pomylić pojęcie kąta przyłożenia z innymi kątami związanymi z narzędziami skrawającymi. Kąt natarcia, na przykład, odnosi się do sposobu, w jaki narzędzie wchodzi w kontakt z obrabianym materiałem, a nie do kąta, pod jakim narzędzie jest ustawione. Ta nieprecyzyjność w terminologii prowadzi często do błędnych interpretacji i zastosowań. Kąt skrawania jest kolejnym pojęciem, które może wprowadzać w błąd, ponieważ obejmuje on całkowity kąt, pod jakim narzędzie działa na materiał, jednak nie odzwierciedla rzeczywistego kąta przyłożenia, który jest krytyczny dla efektywności procesu skrawania. Ponadto, końcówka narzędzia, czyli kąt ostrza, również nie jest tym, co jest wymiarowane w kontekście kąta przyłożenia. Ważne jest, aby zrozumieć, że każdy z tych kątów ma swoje specyficzne zastosowanie i właściwą interpretację, co jest kluczowe dla efektywności obróbki. Błędy w identyfikacji tych kątów mogą prowadzić do nieodpowiednich ustawień narzędzi, co w konsekwencji skutkuje gorszą jakością powierzchni obrabianej oraz zwiększonym zużyciem narzędzi. Przy projektowaniu procesów obróbczych warto odwołać się do uznanych standardów branżowych, które precyzują te pojęcia i pomagają unikać typowych błędów myślowych.