Pytanie 1
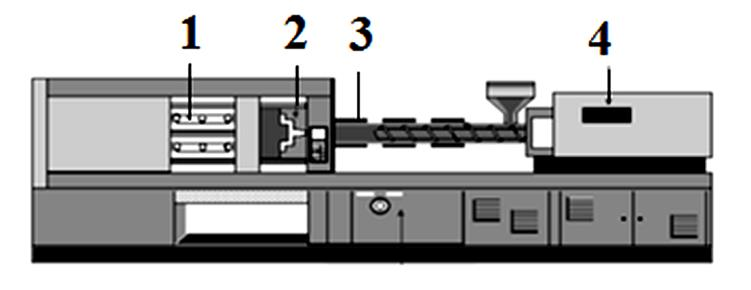
Który zawór wtryskarki uniemożliwia wsteczny przepływ tworzywa w czasie wtrysku?
A. Grzybkowy.
B. Czterodrogowy.
C. Bezpieczeństwa.
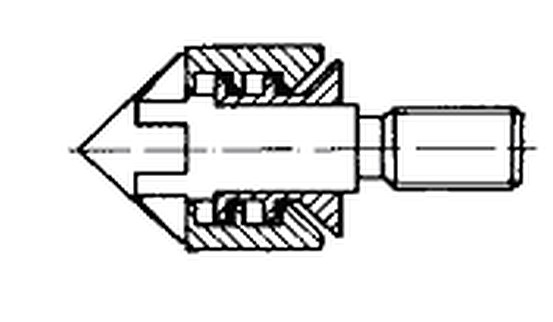
D. Pierścieniowy.
Pierścieniowy zawór wtryskarki to absolutna podstawa, jeśli chodzi o zabezpieczenie procesu przed cofaniem się tworzywa w trakcie wtrysku. Działa on na bardzo prostej zasadzie – podczas ruchu tłoka ślimaka do przodu, pierścień przesuwa się do przodu i szczelnie zamyka drogę powrotu tworzywa do strefy plastyfikacji. To sprawia, że całe uplastycznione tworzywo jest wpychane do formy, dokładnie tam gdzie powinno, bez strat ciśnienia i objętości. W praktyce, taki zawór jest niezbędny zwłaszcza przy produkcji detali wymagających wysokiej powtarzalności i stabilnych parametrów wtrysku. Moim zdaniem, jeżeli chcesz uzyskać dobre wypraski, bez niedolewek i z zachowaniem precyzyjnych wymiarów, to sprawny zawór pierścieniowy to podstawa. W branży przyjęło się, że regularna kontrola stanu tego zaworu to jedna z pierwszych rzeczy podczas przeglądów technicznych wtryskarek – to jest po prostu dobra praktyka, bo zużyty pierścień od razu odbija się na jakości wyrobu. Często spotykałem się też z sytuacją, że ktoś próbował szukać przyczyny problemów z dociskiem czy strzałem w parametrach, a problem był właśnie w podbierającym zaworze pierścieniowym. Warto pamiętać, że inne typy zaworów nie nadają się do tego celu; pierścieniowy jest tak zaprojektowany, by reagować na różnice ciśnień i nie pozwolić na niepożądany przepływ zwrotny. Takie rozwiązania są standardem w większości nowoczesnych wtryskarek, a ich budowa i działanie są dokładnie opisane w dokumentacji technicznej maszyn – polecam tam czasem zajrzeć, bo można się dowiedzieć paru ciekawych patentów na przedłużenie żywotności tego elementu.