Pytanie 1
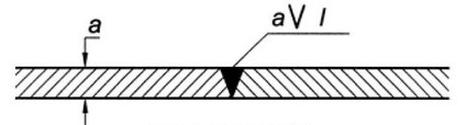
Na rysunku przedstawiono połączenia

A. spawane.
B. zgrzewane.
C. klejone,
D. lutowane,
Odpowiedź "spawane" jest prawidłowa, ponieważ przedstawione na rysunku połączenia charakteryzują się cechami typowymi dla spawania. Proces spawania polega na łączeniu materiałów, najczęściej metali, poprzez ich lokalne topnienie i utworzenie jednorodnej struktury. W miejscu połączenia można zaobserwować wzmocnienia, które są efektem przetopienia obu elementów, co skutkuje dużą wytrzymałością połączenia. W praktyce spawanie jest powszechnie stosowane w budownictwie, przemyśle motoryzacyjnym oraz w konstrukcjach stalowych, gdzie wymagana jest wysoka integralność strukturalna. Standardy takie jak ISO 3834 oraz EN 1090 podkreślają znaczenie odpowiednich procedur i kwalifikacji spawaczy, co gwarantuje optymalną jakość spoin. Dodatkowo, spawanie może być stosowane w różnych technikach i metodach, takich jak MIG, TIG czy spawanie łukowe, co umożliwia dostosowanie procesu do konkretnego zastosowania.