Pytanie 1
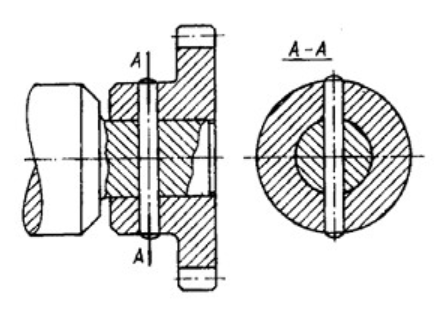
Zdjęcie przedstawia śruby

A. z łbem sześciokątnym i przewężonym trzpieniem.
B. z łbem sześciokątnym i gwintem zwykłym.
C. z łbem sześciokątnym i kołnierzem.
D. pasowane z łbem sześciokątnym i długim czopem.
Wybór odpowiedzi, która wskazuje na obecność kołnierza, przewężonego trzpienia lub długiego czopa, jest wynikiem nieprecyzyjnego rozpoznania cech wizualnych analizowanej śruby. Śruby z kołnierzem, na przykład, często są używane w połączeniach, gdzie wymagana jest większa stabilność, ale ich obecność jest wyraźna i różni się od konstrukcji śruby bez kołnierza. Przewężony trzpień, z kolei, służy do zastosowań, gdzie potrzebne jest szybkie montowanie i demontowanie elementów, a jego obecność również nie jest widoczna na zdjęciu. Dodatkowo, długi czop jest charakterystyczny dla śrub stosowanych w specjalistycznych aplikacjach, takich jak osiowanie w maszynach, jednak na przedstawionej śrubie nie można zaobserwować takich cech. Typowe błędy myślowe obejmują mylenie wyglądu śrub oraz nadmierne generalizowanie cech technicznych, co prowadzi do błędnych wniosków. Również brak znajomości podstawowych norm i klasyfikacji śrub, jak np. normy ISO, może prowadzić do nieodpowiedniego doboru elementów złączy, co w praktyce inżynieryjnej może skutkować poważnymi problemami, takimi jak osłabienie konstrukcji lub niemożność montażu.