Pytanie 1
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 25/40 punktów (62,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie harmonogramu czynności serwisowych przedstawionych w tabeli określ, jak często należy przeprowadzać kontrolę działania zaworów bezpieczeństwa.
| Harmonogram czynności serwisowych (fragment) | ||
|---|---|---|
| Lp. | Czynność serwisowa | Okres wykonywania |
| 1. | Sprawdzanie temperatury pracy | Codziennie |
| 2. | Kontrola przewodu zasilającego | Codziennie |
| 3. | Sprawdzanie podciśnienia generowanego przez sprężarkę | Co 3 miesiące |
| 4. | Kontrola obiegu oleju w sprężarce | Co 3 miesiące |
| 5. | Sprawdzanie zaworów | Co 6 miesięcy |
| 6. | Kontrola działania zaworów bezpieczeństwa | Co 6 miesięcy |
| 7. | Kontrola ustawień zabezpieczenia przeciążeniowego w sprężarce | Co 6 miesięcy |
| 8. | Sprawdzanie rurociągu, skraplacza, części chłodniczych | Co rok |
| 9. | Sprawdzanie łączników i bezpieczników | Co rok |
Który z poniższych komponentów jest używany w układach sterowania do konwersji sygnałów analogowych na cyfrowe?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
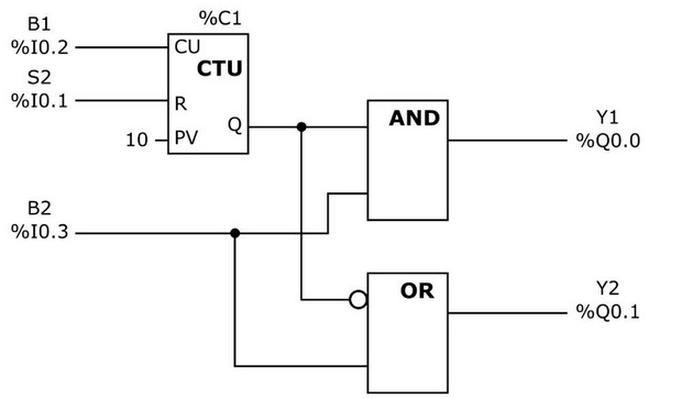
Które z wymienionych zdarzeń może wydarzyć się w układzie ze sterownikiem PLC, jeżeli wykonuje on przedstawiony program?
Jaki rodzaj czujnika wykorzystuje się do pomiaru odległości w zastosowaniach przemysłowych?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Konwersja programu napisanego w języku LD na kod maszynowy, który jest zrozumiały dla jednostki centralnej PLC, odbywa się w środowisku narzędziowym PLC przy użyciu polecenia
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Przyczyny szarpania oraz niestabilności w działaniu hydraulicznych systemów napędowych mogą obejmować
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki jest podstawowy cel stosowania programowalnych sterowników logicznych (PLC) w systemach mechatronicznych?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Szczelność systemu pneumatycznego weryfikuje się poprzez pomiar
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Czujnik rozpoznaje elementy z tworzywa sztucznego
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zespół odpowiedzialny za obsługę systemu mechtronicznego zauważył nagły spadek efektywności sprężarki tłokowej oraz to, że w czasie jej pracy powietrze wydostaje się z cylindra przez filtr ssawny do atmosfery. Jakie jest prawdopodobne źródło nieprawidłowego działania tego urządzenia?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką z podanych zależności logicznych należy uwzględnić w programie kontrolnym, aby można było każdorazowo sygnalizować aktywność tylko jednego z trzech czujników podłączonych do kolejnych wejść sterownika?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z wymienionych komend spowoduje przeniesienie programu z PLC do pamięci komputera?
Które z poniższych działań jest częścią procesu programowania sterowników PLC?
Jaki typ systemu wizualizacji procesów przemysłowych powinien być użyty do ustawiania parametrów produkcji, gdy nie ma dostępnego miejsca na komputer?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Którą z wymienionych metod obróbki skrawaniem wykonuje się narzędziem przedstawionym na rysunku?

To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie tabeli z dokumentacji techniczno-ruchowej przekładni napędu wskaż wszystkie czynności konserwacyjne, które należy przeprowadzić po upływie 4 lat i 3 miesięcy od przyjęcia jednostki napędowej do eksploatacji.
| Lp. | Czynność | Odstępy czasu |
|---|---|---|
| 1 | Sprawdzenie odgłosów z kół zębatych, łożysk | co 1 miesiąc |
| 2 | Sprawdzenie temperatury obudowy (maksymalna 90°C) | |
| 3 | Wizualne sprawdzenie uszczelnień | |
| 4 | Usunięcie kurzu, pyłu z powierzchni napędu | |
| 5 | Oczyszczenie korka odpowietrzającego i jego bezpośredniego otoczenia | co 3 miesiące |
| 6 | Sprawdzenie śrub montażowych korpusu napędu | co 6 miesięcy |
| 7 | Sprawdzenie amortyzatorów gumowych | co 48 miesięcy |
| 8 | Wizualne sprawdzenie uszczelnień wału i ewentualnie wymiana |
Celem smarowania pastą silikonową elementu montowanego na radiatorze jest
Dane techniczne zamieszczone w tabeli dotyczą
| Rodzaj cieczy hydraulicznej | olej mineralny | |
| Zakres temperatury pracy | -25°C do +80°C | |
| Standardowa filtracja cieczy hydraulicznej | 90 μm | |
| Zakres lepkości cieczy hydraulicznej | 16 mm²/s do 200 mm²/s | |
| Poziom głośności | 65 dB (A) | |
| Napięcie zasilania silnika | 230 V 50 Hz, 3x400 V 50 Hz | |
| Napięcie zasilania rozdzielaczy | 24 V DC, 230 V 50 Hz | |
| Pojemność nominalna zbiornika | 7 dm³ | 20 dm³ |