Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 25/40 punktów (62,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodą przygotowuje się wlewki przed obróbką plastyczną?
W jakich urządzeniach używanych w metalurgii miedzi zachodzi proces świeżenia?
Jaki dodatek technologiczny wykorzystuje się w procesie przetwarzania rudy miedzi?
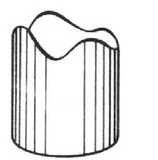
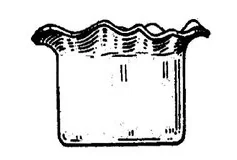
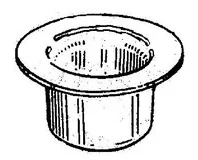
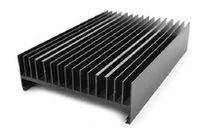
Która metoda obróbki plastycznej jest stosowana do produkcji przedstawionych na rysunku wyrobów z blachy stalowej?

Który z podanych materiałów używanych do produkcji narzędzi w technologii metalurgii proszków charakteryzuje się najwyższą twardością?
Jakie etapy produkcyjne są odpowiednie dla współczesnych procesów stalowniczych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
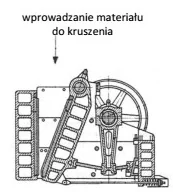
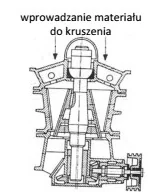
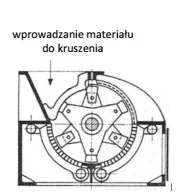
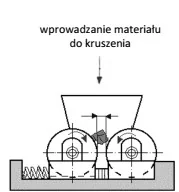
Na którym rysunku przedstawiono schemat kruszarki szczękowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Odczytaj z tabeli, jaka może być najmniejsza grubość denka odkuwki o średnicy ds = 102 mm i wysokości h = 200 mm.
| \( b_s \) lub \( d_s \) mm | Najmniejsze grubości dla lub denka dla stosunku \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \) | |
|---|---|---|
| \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} \leq 3 \) | \( \frac{l}{b_s} \) lub \( \frac{h}{d_s} > 3 \) | |
| do 25 | 2 | 3 |
| 25,1 – 40 | 3 | 4 |
| 40,1 – 63 | 5 | 6 |
| 63,1 – 100 | 6 | 8 |
| 100,1 – 160 | 8 | 10 |
| 160,1 – 250 | 12 | 16 |
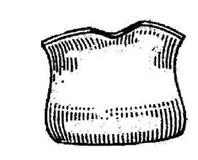
Zilustrowana na przedstawionym rysunku wada wyrobu tłoczonego to

Który z poniższych materiałów jest używany do produkcji końcówek dysz w piecach wielkopiecowych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby pozbyć się warstwy zgorzeliny, która powstaje podczas nagrzewania kęsisk, należy tuż przed walcowaniem przeprowadzić proces
Wadę wyrobu tłoczonego, która powstaje gdy zastosuje się zbyt mały nacisk dociskacza przedstawiono na rysunku oznaczonym literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z wymienionych ceramicznych materiałów wykazują charakter chemiczny zasadowy?
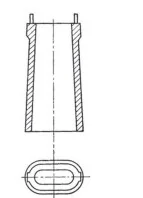
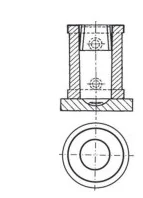
Na którym rysunku przedstawiono wyrób wykonany metodą tłoczenia na prasie?



To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Średnica prętów walcowanych na gorąco powinna zgodnie z dokumentacją wynosić \( \phi 30_{-0,3}^{+0,2} \). Która średnica pręta nie spełnia tego warunku?
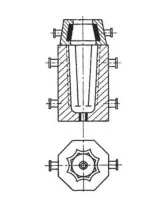
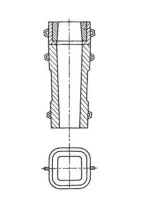
Określ na podstawie rysunków, którą wlewnicę należy zastosować aby otrzymać wlewek o przekroju kwadratowym.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie czynności należy wykonać w odpowiedniej kolejności, aby przeprowadzić ulepszanie cieplne odkuwki?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką czynność należy wykonać w pierwszej kolejności, aby właściwie przygotować wlewkę z miedzi do walcowania na zimno?
Określ na podstawie tabeli, co ile dni należy wykonywać przeglądy konserwacyjne podestów ruchomych przejezdnych.
| Lp. | Urządzenie transportu bliskiego | Termin przeglądu konserwacyjnego | |||
|---|---|---|---|---|---|
| co 30 dni | co 60 dni | co 90 dni | co 180 dni | ||
| 1. | Wciągniki i wciągarki z napędem ręcznym | X | |||
| 2. | Suwnice ogólnego przeznaczenia z napędem ręcznym | X | |||
| 3. | Żurawie z napędem ręcznym | X | |||
| 4. | Podesty ruchome przejezdne | X | |||
| 5. | Podesty ruchome stacjonarne | X | |||
| 6. | Podesty ruchome załadowcze | X | |||
| 7. | Podesty ruchome masztowe | X | |||
Jakie testy powinny być wykonane, aby zweryfikować, czy produkt osiąga wymaganą wytrzymałość Rm po obróbce plastycznej?
Jakie z wymienionych produktów są tworzone z rozpylanych proszków niskowęglowej stali niestopowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
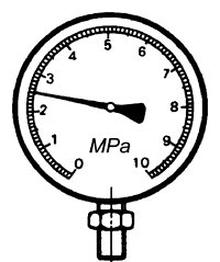
Na podstawie zamieszczonego wskazania manometru określ, o ile należy zmienić ciśnienie wody w instalacji hydraulicznego zbijacza zgorzeliny, jeżeli zalecana wartość wynosi 9 MPa.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, jakiego typu jest termopara stosowana do pomiaru temperatur w zakresie 1750-1800°C.
| Typ | Zastosowanie | Klasa | Materiał |
|---|---|---|---|
| K | -40÷1200°C | ±2,5°C | NiCr-Ni |
| J | -40÷750°C | ±2,5°C | Fe-CuNi |
| R | 0÷1600°C | ±1,5°C | PtRh13-Pt |
| B | 600÷1800°C | ±1,5°C | PtRh30-PtRh6 |
| T | -40÷350°C | ±1,0°C | Cu-CuNi |
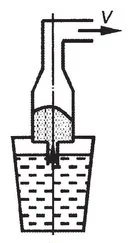
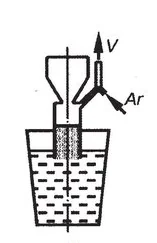
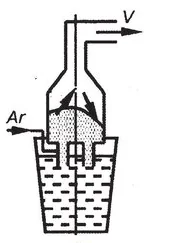
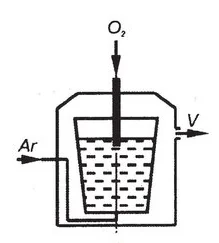
Który schemat przedstawia pozapiecową metodę odgazowania obiegowego stali?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.