Pytanie 1
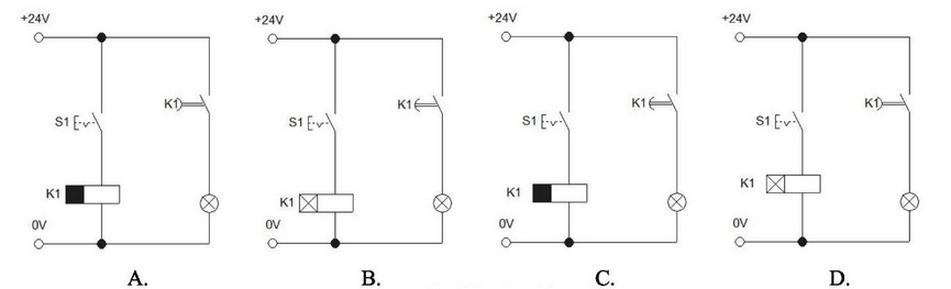
Który z rysunków przedstawia prawidłowo narysowany i opisany symbol graficzny przełącznika z zestykiem NC, przełączanym przez przekręcenie?
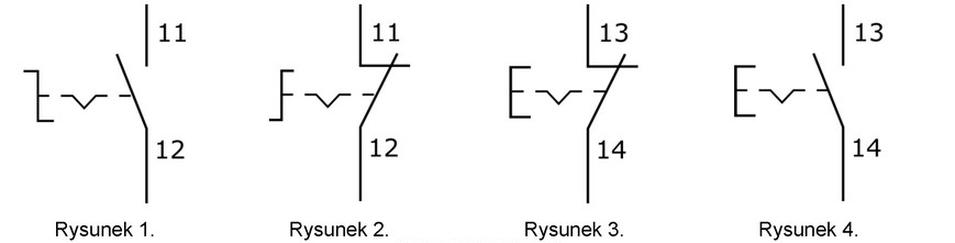
A. Rysunek 3.
B. Rysunek 4.
C. Rysunek 2.
D. Rysunek 1.
Rysunek 2 przedstawia prawidłowy symbol graficzny przełącznika z zestykiem NC (Normally Closed), co oznacza, że w stanie spoczynkowym styk jest zamknięty, a prąd może przepływać. Przełącznik taki jest często wykorzystywany w systemach alarmowych, gdzie jego normalne zamknięcie oznacza, że obwód jest aktywny. Po przekręceniu przełącznika, styk otwiera się, co przerywa obwód i wywołuje alarm. W praktyce, przełączniki NC są kluczowe w sytuacjach, gdzie bezpieczeństwo jest na pierwszym miejscu, ponieważ ich otwarcie sygnalizuje niepożądane zdarzenie. Zgodnie z normami IEC 60617, symbole graficzne powinny być zgodne z ustalonymi standardami, co ułatwia ich zrozumienie i implementację w projektach elektrycznych. Prawidłowe oznaczanie symboli przełączników jest istotne dla zrozumienia schematów elektrycznych i ich późniejszej realizacji w instalacjach.