Pytanie 1
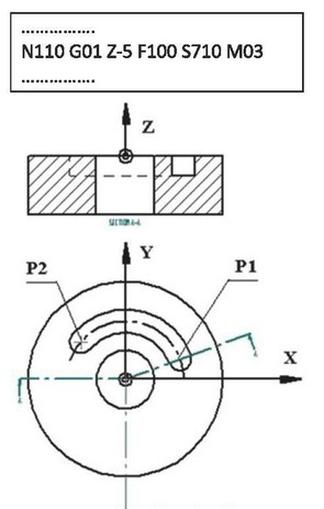
Które nastawy muszą zostać wybrane w oknie konfiguracyjnym timera, aby załączał swoje wyjście na 5 sekund od momentu podania na jego wejście logicznej jedynki?
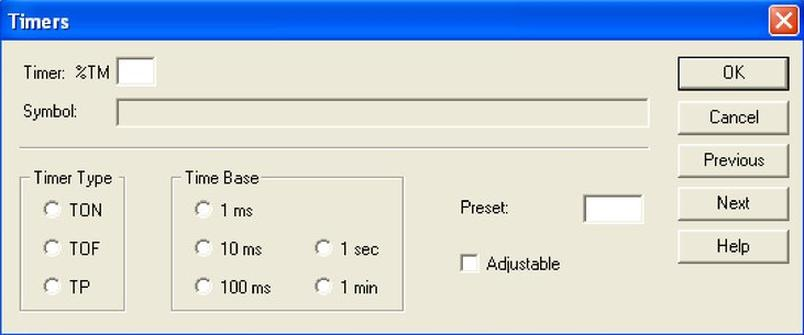
A. TimerType: TOF, Time Base: 10 ms, Preset: 50
B. TimerType: TP, Time Base: 1 ms, Preset: 500
C. TimerType: TP, Time Base: 1s, Preset: 5
D. TimerType: TON, Time Base: 100 ms, Preset: 50
Wybór TimerType: TP (timer impulsowy) jako konfiguracji timera jest kluczowy, ponieważ ten typ timera działa poprzez załączenie wyjścia na zadany czas na podstawie wartości Preset, która jest pomnożona przez bazę czasu. W tej sytuacji, aby uzyskać 5 sekund, ustala się bazę czasu na 1 sekundę oraz Preset na 5. W praktyce oznacza to, że po załączeniu timera przez podanie logicznej jedynki na jego wejściu, wyjście zostanie aktywne przez dokładnie 5 sekund. Timer impulsowy jest szeroko wykorzystywany w różnych aplikacjach automatyki przemysłowej, gdzie konieczne jest cykliczne lub czasowe aktywowanie urządzeń. W kontekście standardów branżowych, stosowanie timerów impulsowych w układach automatyki przemysłowej jest zgodne z wytycznymi IEC 61131-3 dotyczącymi programowania sterowników PLC. To zapewnia nie tylko zgodność z normami, ale również optymalizację procesów, co w efekcie prowadzi do zwiększenia efektywności operacyjnej. Szerokie zastosowanie timerów impulsowych w systemach kontroli i automatyzacji również podkreśla ich znaczenie w nowoczesnych instalacjach przemysłowych.