Pytanie 1
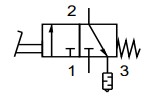
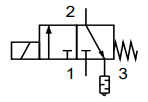
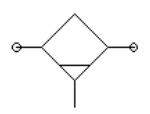
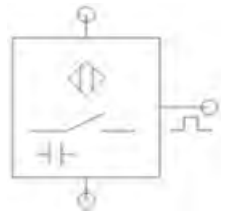
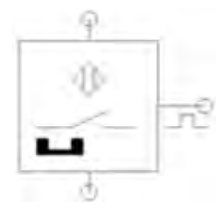
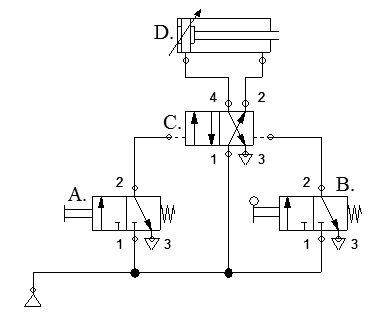
Który siłownik oznacza się za pomocą symbolu graficznego przedstawionego na rysunku?
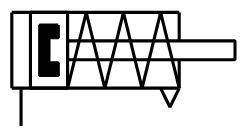
A. Jednostronnego działania ciągnący.
B. Jednostronnego działania pchający.
C. Dwustronnego działania.
D. Mieszkowy.
Ten symbol graficzny przedstawia siłownik jednostronnego działania pchający – dokładnie taki, gdzie tłoczysko wysuwane jest dzięki ciśnieniu medium roboczego, a powrót następuje przez sprężynę. Kluczowe są tutaj dwie rzeczy: sprężyna narysowana w siłowniku oraz typowa końcówka tłoczyska. W praktyce, takie siłowniki znajdziesz na przykład w prostych układach automatyki, gdzie potrzebna jest szybka i pewna reakcja w jednym kierunku i nie ma potrzeby wycofywania tłoczyska pod wpływem energii z zewnątrz. Moim zdaniem, właśnie takie rozwiązania są świetne np. w systemach blokujących, zatrzaskowych czy prostych podnośnikach. Branżowe normy, jak chociażby PN-ISO 1219, wyraźnie określają sposób rysowania sprężyny – zygzakowata linia w osi siłownika, co od razu rzuca się w oczy tutaj. Fajną rzeczą w tych siłownikach jest też to, że przy awarii zasilania sprężyna zawsze cofa tłoczysko do pozycji wyjściowej – to czyni je bardzo bezpiecznymi w zastosowaniach, gdzie nie można dopuścić do pozostania elementów w pozycji roboczej bez kontroli. Takie rozwiązania naprawdę często się spotyka w prostych prasach pneumatycznych czy automatach pakujących. Z doświadczenia powiem, że to jeden z najczęstszych typów siłowników na magazynie części zamiennych!