Pytanie 1
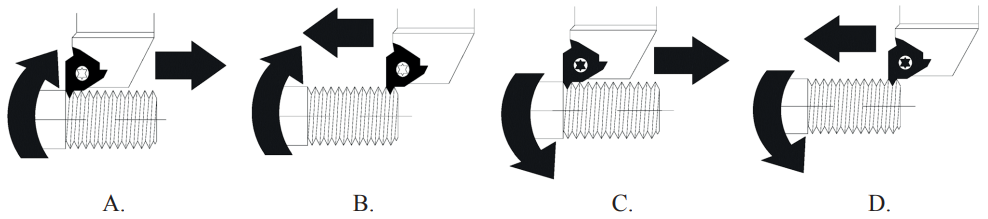
W której instrukcji programu zawarta jest informacja o pracy noża podczas nacinania gwintu o stałym skoku?
A. G88 X20 Z65 I2
B. G04 X7
C. G11 X18 F0.15
D. G33 Z2 K1
Odpowiedź G33 Z2 K1 jest poprawna, ponieważ kod G33 jest używany w programowaniu CNC do nacinania gwintów o stałym skoku, co jest kluczowym procesem w obróbce skrawaniem. Parametr Z2 określa głębokość nacięcia, a K1 definiuje skok gwintu, czyli odległość, jaką nóż przesuwa się wzdłuż osi Z na każdy obrót narzędzia. W praktyce, użycie G33 sygnalizuje maszynie, że ma wykonywać ruch w sposób ciągły i automatyczny, co zwiększa efektywność produkcji. W kontekście standardów branżowych, odpowiednie stosowanie kodów G, takich jak G33, jest niezbędne do zapewnienia precyzyjnego wykonania operacji skrawania, co jest kluczowe w procesach produkcyjnych, gdzie dokładność i powtarzalność są wymagane. W praktyce, umiejętność poprawnego programowania nacinania gwintów przy użyciu G33 jest istotna dla operatorów maszyn CNC oraz inżynierów zajmujących się procesem obróbki, gdyż wpływa to na jakość produkowanych elementów oraz czas cyklu obróbczej.