Pytanie 1
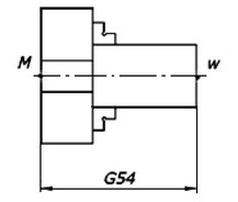
Do wykonania części przedstawionej na rysunku należy (w kolejności technologicznej) wykonać następujące zabiegi:

A. pogłębianie, frezowanie płaszczyzn, frezowanie rowka.
B. frezowanie skosu, frezowanie płaszczyzn, wiercenie.
C. frezowanie płaszczyzn, frezowanie skosu, frezowanie rowka.
D. rozwiercanie, frezowanie płaszczyzn, frezowanie skosu.
Odpowiedź frezowanie płaszczyzn, frezowanie skosu, frezowanie rowka jest prawidłowa, ponieważ odpowiada typowej kolejności technologicznej obróbki skrawaniem. Proces zaczyna się od frezowania płaszczyzn, co jest kluczowe dla uzyskania dokładnych i równych powierzchni, które stanowią fundament dla dalszych operacji obróbczych. Frezowanie skosu, jako drugi krok, umożliwia formowanie krawędzi detalu zgodnie z wymaganiami projektu, co jest szczególnie istotne w kontekście estetyki i funkcjonalności komponentu. Na końcu, frezowanie rowka umożliwia nadanie detalu ostatecznego kształtu, co jest zgodne z wymaganiami rysunku technicznego. Te operacje są zgodne z najlepszymi praktykami inżynieryjnymi, które podkreślają znaczenie precyzyjnych i uporządkowanych procesów technologicznych w produkcji. Warto zwrócić uwagę, że stosowanie tej kolejności obróbczej wpływa na jakość wyrobu końcowego oraz efektywność produkcji. Przykładem zastosowania tej procedury może być produkcja części maszyn, gdzie precyzyjne wymiary i kształty są kluczowe dla ich funkcjonowania.