Pytanie 1
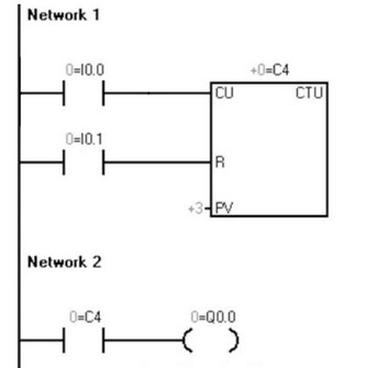
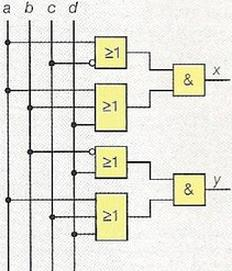
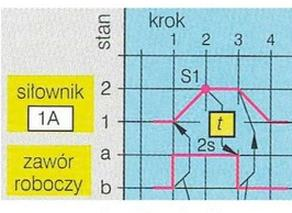
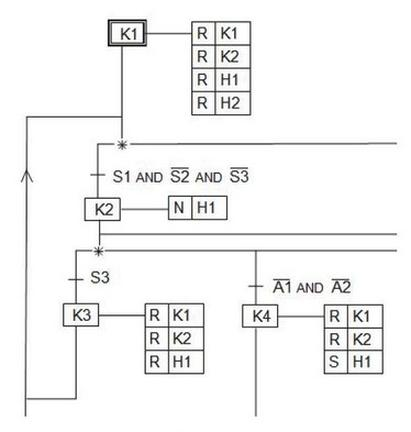
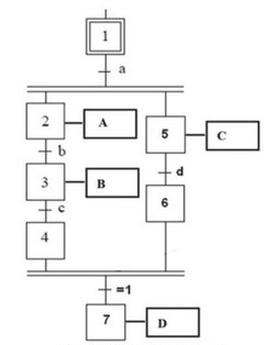
Który z programów dla sterownika zapewni zgodność działania układu elektropneumatycznego i pneumatycznego?
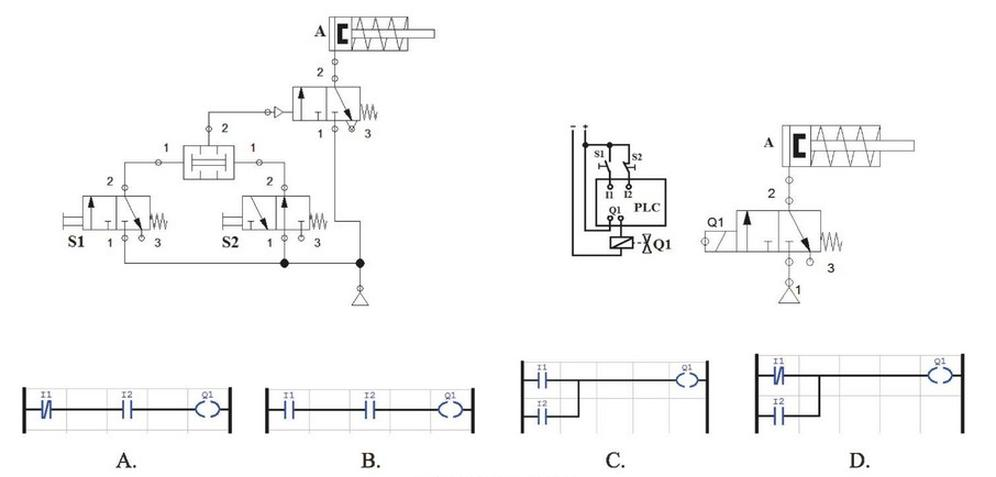
A. A.
B. C.
C. B.
D. D.
Odpowiedzi, które nie wskazują na schemat przedstawiony w odpowiedzi B, często opierają się na mylnym rozumieniu zasad działania układów elektropneumatycznych i pneumatycznych. Wiele z tych koncepcji ignoruje fundamentalną rolę, jaką sterowniki PLC odgrywają w synchronizacji i kontroli układów. Przykładowo, niepoprawne odpowiedzi mogą sugerować, że układ pneumatyczny może działać niezależnie od sygnałów sterujących, co jest błędnym założeniem, ponieważ brak koordynacji między systemami może prowadzić do nieefektywności i uszkodzeń. Kluczowe jest zrozumienie, że elektropneumatyka działa na zasadzie wymiany sygnałów elektrycznych, które muszą być właściwie przetwarzane, aby zainicjować odpowiednie ciśnienie w układzie pneumatycznym. Ponadto, nieodpowiednie podejścia mogą również pomijać aspekty bezpieczeństwa, które są kluczowe w kontekście pracy z układami wysokociśnieniowymi. Odpowiednie standardy, takie jak normy ISO dotyczące bezpieczeństwa maszyn, powinny być stosowane, aby uniknąć ryzyk związanych z niewłaściwą integracją tych systemów. Prawidłowe zrozumienie interakcji między sygnałami sterującymi a działaniem siłowników jest kluczowe dla poprawnej i bezpiecznej pracy w środowisku przemysłowym.