Pytanie 1
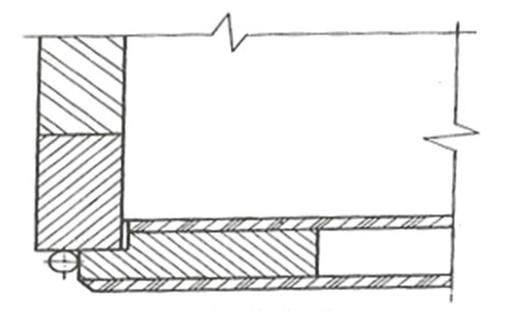
Wskaż właściwą kolejność czynności, które należy wykonać w celu wymiany przedstawionego na rysunku uszkodzonego ramiaka poziomego ościeżnicy okiennej.

A. Dobór materiału, szlifowanie, formatowanie, demontaż ramiaka, montaż ramiaka, malowanie.
B. Demontaż ramiaka, formatowanie, dobór materiału, szlifowanie, montaż ramiaka malowanie.
C. Demontaż ramiaka, dobór materiału, formatowanie, szlifowanie, montaż ramiaka, malowanie.
D. Formatowanie, demontaż ramiaka, szlifowanie, doboru materiału, montaż ramiaka, malowanie.
Demontaż ramiaka to taki kluczowy pierwszy krok, kiedy wymieniasz zepsuty element w ościeżnicy okiennej. Musisz uważać przy usuwaniu starego ramiaka, bo jak coś uszkodzisz, to może być problem z resztą konstrukcji. Poza tym, jak dobrze to zrobisz, to będziesz mieć możliwość dokładnie sprawdzić, w jakim stanie są inne części okna. Potem dobór odpowiedniego materiału to naprawdę ważna sprawa; trzeba tak dobrać, żeby pasował do reszty i był odporny na różne warunki, które na zewnątrz panują. Jak już masz materiał, to przycinanie go do właściwych wymiarów i nadawanie kształtu to kluczowe kroki, bo dobrze dopasowany ramiak to podstawa. Szlifowanie to też niezbędna rzecz, żeby pozbyć się nierówności i żeby wszystko ładnie wyglądało. Ostateczne montowanie ramiaka oraz malowanie nie służy tylko estetyce, ale także zabezpiecza drewno przed wilgocią i szkodnikami. To jakby zgodne z najlepszymi praktykami, które dbają o długowieczność okna.