Pytanie 1
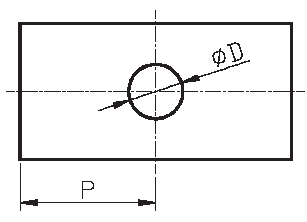
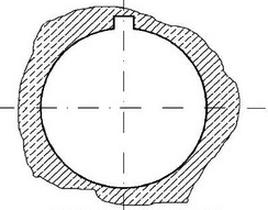
Rowek wpustowy wewnętrzny pokazany na rysunku należy wykonać na
A. frezarce uniwersalnej.
B. wiertarce kadłubowej.
C. strugarce pionowej.
D. tokarce uniwersalnej.
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Rowek wpustowy wewnętrzny jest elementem konstrukcyjnym, który pozwala na precyzyjne umiejscowienie części mechanicznych, takich jak wałki czy zębatki. Strugarka pionowa, dzięki swojej budowie i zastosowanym narzędziom, umożliwia precyzyjne i efektywne wykonanie tego rodzaju rowków. W przypadku strugania, narzędzie skrawające porusza się wzdłuż powierzchni obrabianego materiału, co pozwala na uzyskanie wymaganej głębokości i szerokości rowka. Dodatkowo, w przypadku strugania, można uzyskać lepszą jakość powierzchni oraz większą dokładność wymiarową niż przy użyciu tokarni czy frezarki. Przykładem zastosowania rowków wpustowych wewnętrznych może być ich użycie w połączeniach wałków z elementami napędowymi, gdzie precyzyjne osadzenie jest kluczowe dla prawidłowego działania mechanizmu. W świetle norm i standardów branżowych, stosowanie strugarek pionowych do tego rodzaju operacji jest zgodne z najlepszymi praktykami inżynieryjnymi, co zapewnia nie tylko trwałość, ale i funkcjonalność wykonanych elementów.
Rowek wpustowy wewnętrzny jest elementem konstrukcyjnym, który pozwala na precyzyjne umiejscowienie części mechanicznych, takich jak wałki czy zębatki. Strugarka pionowa, dzięki swojej budowie i zastosowanym narzędziom, umożliwia precyzyjne i efektywne wykonanie tego rodzaju rowków. W przypadku strugania, narzędzie skrawające porusza się wzdłuż powierzchni obrabianego materiału, co pozwala na uzyskanie wymaganej głębokości i szerokości rowka. Dodatkowo, w przypadku strugania, można uzyskać lepszą jakość powierzchni oraz większą dokładność wymiarową niż przy użyciu tokarni czy frezarki. Przykładem zastosowania rowków wpustowych wewnętrznych może być ich użycie w połączeniach wałków z elementami napędowymi, gdzie precyzyjne osadzenie jest kluczowe dla prawidłowego działania mechanizmu. W świetle norm i standardów branżowych, stosowanie strugarek pionowych do tego rodzaju operacji jest zgodne z najlepszymi praktykami inżynieryjnymi, co zapewnia nie tylko trwałość, ale i funkcjonalność wykonanych elementów.