Pytanie 1
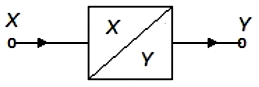
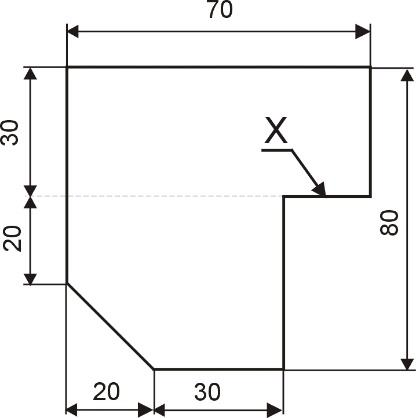
Na podstawie fragmentu rysunku wykonawczego określ długość krawędzi X.
A. 60 mm
B. 30 mm
C. 10 mm
D. 20 mm
Długość krawędzi X wynosi 20 mm. Widać to, gdy dokładnie przeanalizuje się wymiary całego rysunku – całość ma szerokość 70 mm, a fragment poziomy poniżej linii oznaczonej X ma wymiary 30 mm (od środka do prawej krawędzi) i 20 mm (po lewej stronie odcięcie ukośne). Oznacza to, że pozostaje odcinek 70 − 30 − 20 = 20 mm, czyli właśnie wartość X. Takie zadania bardzo dobrze uczą logicznego myślenia i analizy rysunku technicznego – trzeba czytać wymiary nie tylko tam, gdzie są podane, ale też szukać ich pośrednio przez różnice. W praktyce warsztatowej (np. w obróbce skrawaniem lub przy cięciu blach) takie proste obliczenia robi się niemal automatycznie. Moim zdaniem warto zawsze pamiętać o zasadzie: jeśli czegoś nie ma wprost wymiarowanego, to da się to wyliczyć z układu pozostałych wymiarów. W dokumentacji technicznej stosuje się wymiarowanie łańcuchowe lub współrzędne – tu mamy przykład łańcuchowego, więc każde przesunięcie w poziomie można łatwo zsumować lub odjąć. To niby drobny szczegół, ale takie rzeczy robią różnicę przy czytaniu rysunku jak zawodowiec.