Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 18/40 punktów (45,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
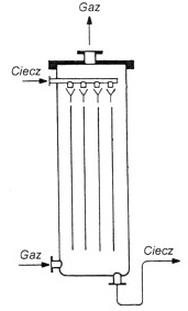
Który rodzaj absorbera przedstawiono na rysunku?
Jakie jest główne zadanie wymienników ciepła w procesach chemicznych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Podczas uruchamiania butli z gazami technicznymi, w pierwszej kolejności należy otworzyć zawór główny, a dopiero po ustabilizowaniu się ciśnienia można otworzyć zawór redukcyjny. Jakie mogą być skutki nieprzestrzegania tej reguły?
Jak przebiega pobieranie próbek gazów odlotowych z instalacji produkującej kwas azotowy(V)?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych procesów stosuje się do oddzielania parowalnych substancji z mieszanin?
Jakie urządzenie dozujące powinno być użyte w procesie technologicznym, który wymaga bardzo precyzyjnego podawania surowca w formie materiału sypkiego?
Jak zgodnie z technologią powinno się dozować mieszaninę nitrującą podczas przeprowadzania procesu nitrowania?
Przeprowadzając okresowy przegląd filtra tarczowego w warunkach próżniowych, jakie czynności należy wykonać?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie jest stężenie roztworu uzyskanego przez zmieszanie 1250 kg NaCl z 3750 kg wody?
Aby przygotować 1 dm3 roztworu o stężeniu 0,1 mol/dm3, potrzeba 6,31 cm3 44% roztworu NaOH. Jaką ilość 44% roztworu NaOH należy zastosować, aby uzyskać 250 cm3 0,1-molowego roztworu?
Mieszanina wsadowa do pieca szklarskiego powinna składać się z SiO2, Al2O3, Na2O i CaO zmieszanych ze sobą w proporcjach 0,85 (SiO2) : 0,03 (Al2O3) : 0,08 (Na2O) : 0,04 (CaO). Należy przygotować 500 kg wsadu. Która mieszanina zawiera poszczególne składniki w ilościach odpowiadających wymaganiom?
| Mieszanina | Masa poszczególnych składników w mieszaninie [kg] | |||
|---|---|---|---|---|
| SiO2 | Al2O3 | Na2O | CaO | |
| A. | 425 | 15 | 40 | 20 |
| B. | 850 | 30 | 80 | 40 |
| C. | 400 | 50 | 20 | 30 |
| D. | 800 | 100 | 40 | 60 |
W skład niezbędnego wyposażenia reaktora do kontaktowej syntezy amoniaku, która zachodzi w temperaturze 700 K i pod ciśnieniem 10 MPa, powinny wchodzić
Jednym z kroków w produkcji sody metodą Solvaya jest filtracja uzyskanego NaHCO3. Przesącz, który zawiera sole amonowe, powinien być skierowany do
Który z wymienionych metali charakteryzuje się wysoką temperaturą topnienia oraz dużą odpornością na korozję?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do przygotowania mieszaniny oziębiającej o temperaturze -5,1 °C z 500 g wody należy użyć
| Mieszaniny oziębiające sól-woda | ||
| Sól | Liczba gramów soli przypadająca na 100 g wody | Temperatura minimalna uzyskana w wyniku zmieszania; °C |
| CH₃COONa | 85 | -4,7 |
| NH₄Cl | 30 | -5,1 |
| CaCl₂·H₂O | 250 | -12,0 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do krystalizatora wieżowego jest wtryskiwany przez dysze
Zbiornik przeznaczony do magazynowania oleju opałowego ma pojemność 400 m3. Jaki czas zajmie napełnienie go do 80% pojemności, jeśli objętościowe natężenie przepływu oleju wynosi 8 m3/h?
Na rysunku przedstawiono przyrząd do pobierania próbek

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie urządzenie służy do pomiaru gęstości produktów naftowych?
Na czym między innymi polega zapewnienie prawidłowych warunków eksploatacji urządzenia przedstawionego na rysunku?
Kiedy należy przeprowadzać konserwację maszyn w przemyśle chemicznym?
Operator nadzorujący reaktor do produkcji amoniaku, zauważając nagły spadek stężenia NH3 w gazach odlotowych, powinien przede wszystkim zweryfikować
Jaką maksymalną ilość surowca można jednorazowo umieścić w młynie kulowym o pojemności 6 m3, jeśli jego wskaźnik załadunku wynosi 0,3?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na rysunku przedstawiono kubek Forda, który napełnia się badaną cieczą (np. farbą) i mierzy się czas zupełnego wypływu cieczy z kubka. Przyrząd ten służy do pomiaru

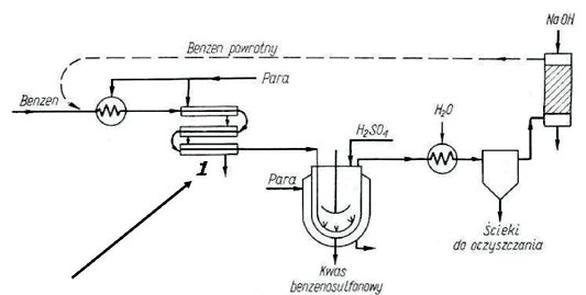
Na rysunku przedstawiono instalację do sulfonowania benzenu. Jaki proces przebiega w urządzeniu oznaczonym na rysunku cyfrą 1?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
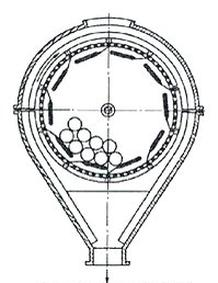
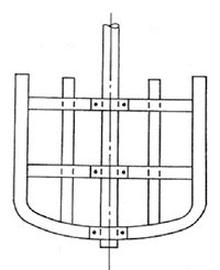
Który element konstrukcyjny urządzeń stosowanych w przemyśle chemicznym przedstawiono na ilustracji?
Jaką metodę analizy klasycznej powinno się zastosować do oznaczenia stężenia kwasu siarkowego(VI), który jest przygotowywany do produkcji superfosfatu?
Mieszanina nitrująca składa się z HNO3 w stężeniu oraz H2SO4 w stężeniu. Waga kwasu azotowego(V) w tej mieszance wynosi 46%. Jakie ilości tych kwasów trzeba zmieszać, aby uzyskać 200 kg tej mieszanki?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby przetransportować żwir na wysokość około 20 m, należy zastosować przenośnik