Pytanie 1
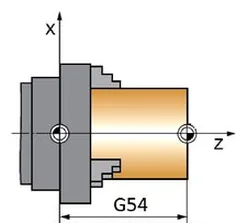
Ile wynosi wartość funkcji G54, jeżeli całkowita długość uchwytu tokarskiego jest równa 80 mm, a długość wystającego z uchwytu gotowego elementu 175 mm?
A. 255 mm
B. 95 mm
C. 80 mm
D. 175 mm
Wartość funkcji G54 jest kluczowym elementem w procesie programowania obrabiarek CNC, ponieważ definiuje punkt odniesienia dla operacji skrawania. W przypadku podanego pytania, aby obliczyć wartość G54, należy dodać długość uchwytu tokarskiego oraz długość wystającego elementu. Uchwyty tokarskie mają różne długości, ale w tym przypadku wynosi ona 80 mm, natomiast długość wystającego gotowego elementu to 175 mm. Zatem, całkowita długość od punktu odniesienia do końca wystającego elementu wynosi 80 mm + 175 mm = 255 mm. Zrozumienie tej koncepcji jest niezwykle ważne w kontekście precyzyjnego ustawienia narzędzi oraz optymalizacji procesu obróbczej. W praktyce, poprawne ustawienie punktu G54 zapewnia, że narzędzie skrawające nie koliduje z uchwytem, co jest kluczowe dla bezpieczeństwa i efektywności operacji. Warto również zaznaczyć, że w profesjonalnych warsztatach mechanicznych stosuje się standardy odniesienia, które pomagają w utrzymaniu spójności i dokładności w produkcji.