Pytanie 1
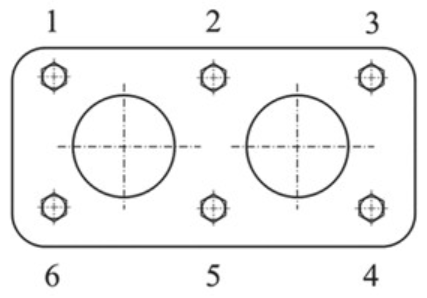
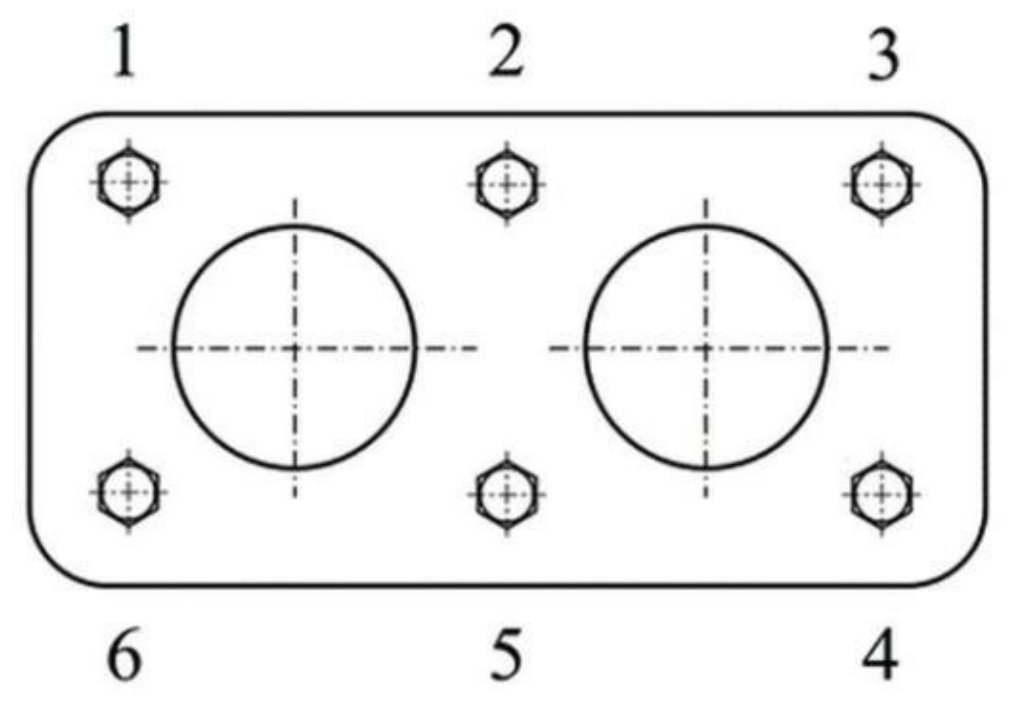
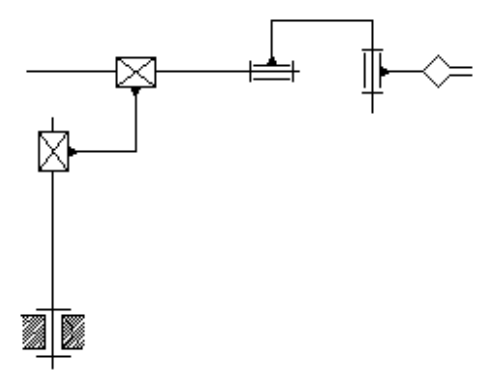
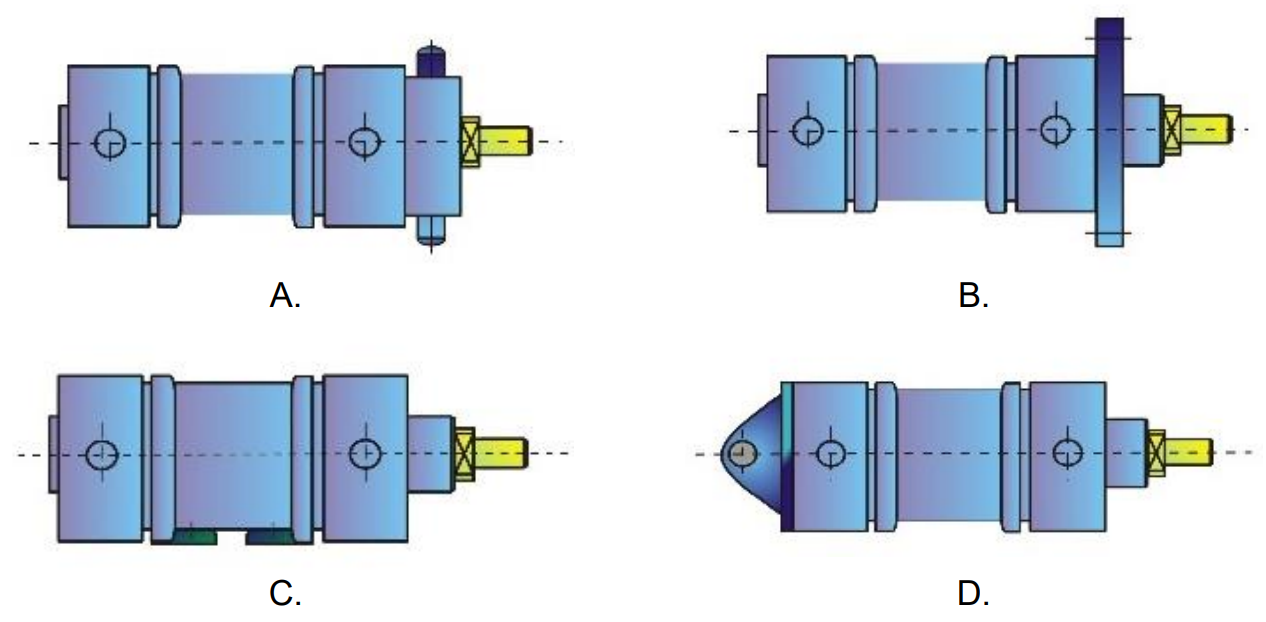
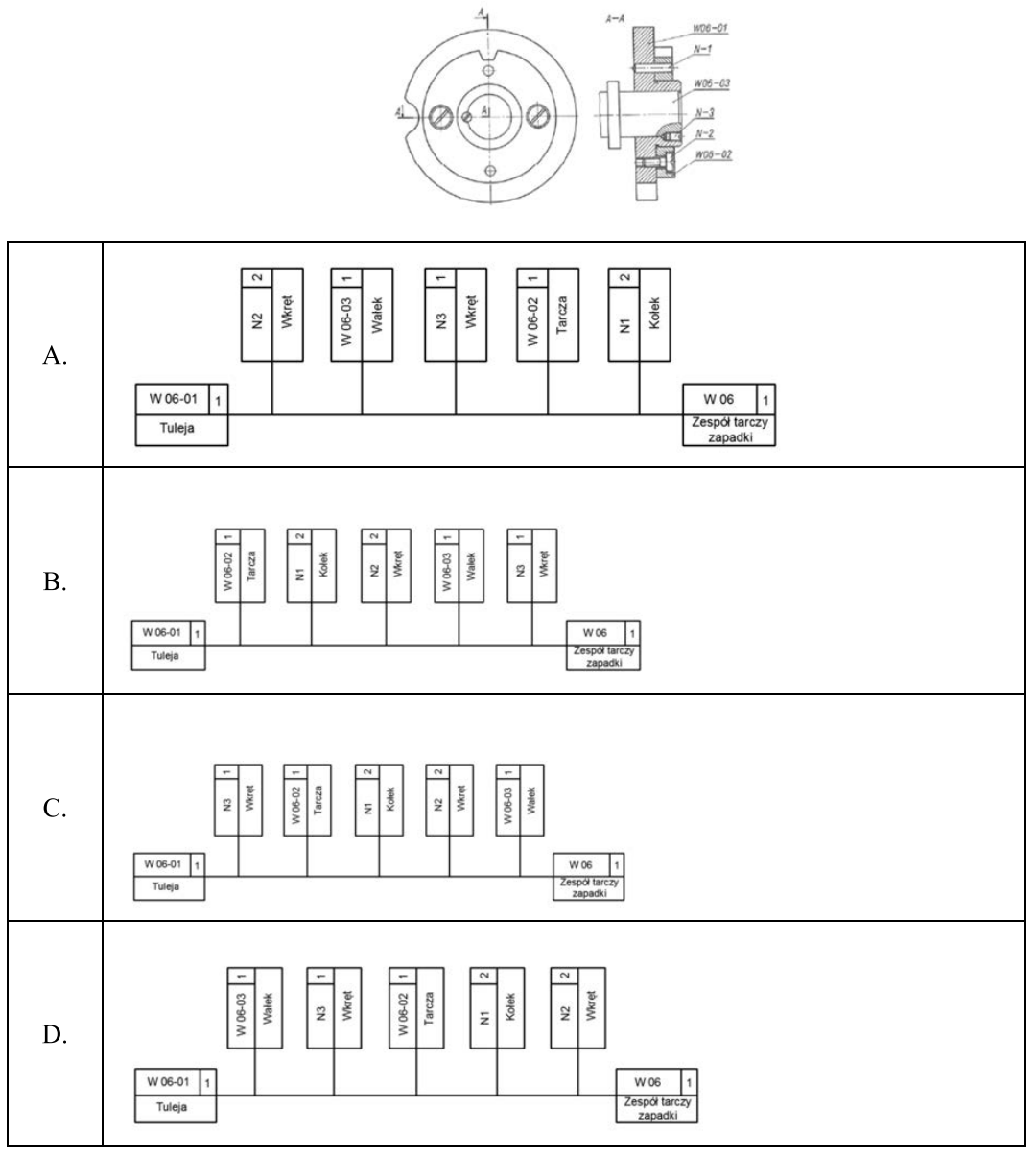
Wskaż prawidłowy plan montażu zespołu tarczy zapadki przedstawionej na rysunku.
A. B.
B. D.
C. C.
D. A.
Odpowiedź B jest prawidłowa, ponieważ przedstawia właściwy plan montażu zespołu tarczy zapadki, uwzględniając odpowiednią kolejność operacji oraz rozmieszczenie elementów zgodnie z najlepszymi praktykami w branży. Ważnym aspektem montażu tego typu zespołów jest zrozumienie schematów technicznych oraz specyfikacji producenta. W przypadku tarczy zapadki kluczowe jest, aby elementy były montowane w sposób zapewniający ich prawidłowe funkcjonowanie i trwałość. Na przykład, właściwe ustawienie zapadki w odniesieniu do tarczy pozwala na efektywne przekazywanie sił, co jest niezbędne w urządzeniach mechanicznych. Dodatkowo, zgodność z dokumentacją techniczną oraz standardami EN ISO 9001, które dotyczą zarządzania jakością, jest nieodzownym elementem procesu montażu. Przykłady zastosowania tej wiedzy można znaleźć w branżach takich jak motoryzacja, gdzie precyzyjny montaż zespołów mechanicznych bezpośrednio wpływa na bezpieczeństwo i wydajność pojazdów.