Pytanie 1
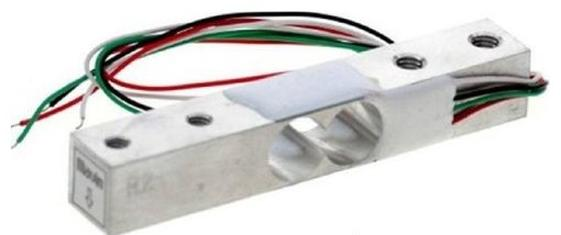
Które parametry urządzenia mechatronicznego można kontrolować za pomocą przedstawionej na ilustracji belki tensometrycznej?
A. Luzy występujące pomiędzy ruchomymi elementami urządzenia.
B. Prędkość obrotową wirujących elementów urządzenia.
C. Naprężenia i siły występujące w urządzeniu.
D. Temperatury elementów urządzenia.
Belka tensometryczna jest kluczowym narzędziem w pomiarach inżynierskich, które umożliwia wykrywanie i kontrolowanie naprężeń oraz sił w różnych aplikacjach. Działa na zasadzie zmiany rezystancji w wyniku odkształceń, co pozwala na bardzo dokładne pomiary tych wielkości. W praktyce belki tensometryczne znajdują zastosowanie w branży budowlanej, motoryzacyjnej i lotniczej, gdzie monitorowanie naprężeń jest niezbędne do zapewnienia bezpieczeństwa i wydajności konstrukcji. Na przykład, w testach wytrzymałościowych elementów konstrukcyjnych, takich jak belki nośne, inżynierowie mogą wykorzystać belki tensometryczne do analizy rozkładu naprężeń, co pozwala na wczesne wykrywanie potencjalnych awarii. Dzięki tym pomiarom można optymalizować projekty, zmniejszać masę konstrukcji oraz zwiększać ich żywotność. Warto również zaznaczyć, że pomiar naprężeń i sił jest zgodny z normami ISO oraz ASTM, co potwierdza jego ważność w przemyśle.