Pytanie 1
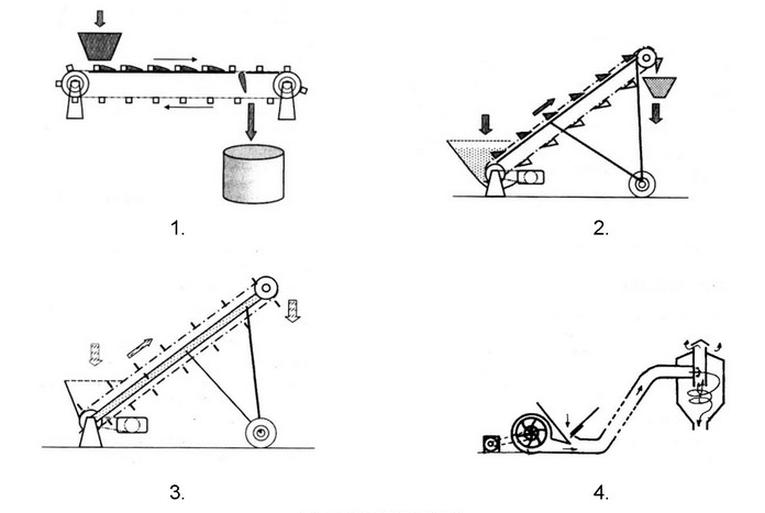
Gładkie rynny lub arkusze to typowe komponenty przenośników
A. wstrząsowych
B. ślimakowych
C. wałkowych
D. ślizgowych
Wybór odpowiedzi związanych z przenośnikami wstrząsowymi, wałkowymi oraz ślimakowymi wskazuje na pewne nieporozumienia dotyczące sposobu transportu materiałów. Przenośniki wstrząsowe wykorzystują drgania do przemieszczania materiałów, co sprawia, że rynny w tym systemie mają zupełnie inną konstrukcję, często z różnymi wykończeniami, które umożliwiają efektywne transportowanie materiałów w sposób sporadyczny. Z kolei przenośniki wałkowe działają na zasadzie obrotu wałków, które są umiejscowione w odpowiednich odstępach, co pozwala na transport jednostkowych ładunków, a ich powierzchnia jest zazwyczaj chropowata, co sprzyja lepszemu chwytaniu transportowanych elementów. Przenośniki ślimakowe z kolei mają charakter spiralny, co umożliwia transport materiałów w pionie lub pod kątem, jednak ich konstrukcja nie przewiduje zastosowania gładkich rynien, lecz ślimakowe łopatki, które przemieszczają ładunek. Wybór niewłaściwej metody transportu może prowadzić do zwiększonego ryzyka uszkodzenia materiałów czy też obniżenia efektywności procesu transportowego. Ważne jest, aby przy projektowaniu systemów transportowych kierować się odpowiednimi normami i najlepszymi praktykami, co ma kluczowe znaczenie dla zapewnienia optymalnych warunków pracy oraz zabezpieczenia jakości transportowanych materiałów.