Pytanie 1
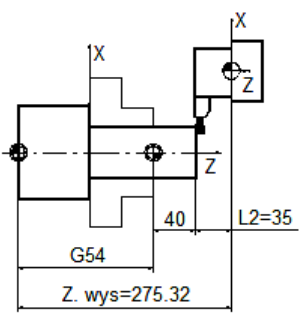
W którym elemencie programu sterującego znajduje się informacja dotycząca przesunięcia punktu zerowego?
A. N05 G01 X100 F0.10
B. N05 G02 X30 Z-5 I5 K0
C. N05 G90 G54
D. N05 G96 S120
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Odpowiedź N05 G90 G54 jest prawidłowa, ponieważ zawiera komendy, które odnoszą się do systemu współrzędnych i przesunięcia punktu zerowego. Komenda G90 określa sposób programowania w trybie absolutnym, co oznacza, że wszystkie podawane wartości są traktowane jako odległości od punktu zerowego maszyny. Dodatkowo, G54 to jeden z pięciu standardowych systemów współrzędnych, które są predefiniowane w sterownikach CNC. Umożliwia on operatorowi łatwe zarządzanie i lokalizację narzędzi oraz detali w przestrzeni roboczej. W praktyce, używanie G54 pozwala na szybkie przełączanie między różnymi konfiguracjami i zapewnia precyzyjne pozycjonowanie elementów pracy. Jest to kluczowe w automatyzacji procesów produkcyjnych, gdzie dokładność i powtarzalność operacji mają kluczowe znaczenie. W związku z tym, właściwe wykorzystanie komend G90 G54 jest fundamentalne dla efektywności i jakości obróbki skrawaniem.
Odpowiedź N05 G90 G54 jest prawidłowa, ponieważ zawiera komendy, które odnoszą się do systemu współrzędnych i przesunięcia punktu zerowego. Komenda G90 określa sposób programowania w trybie absolutnym, co oznacza, że wszystkie podawane wartości są traktowane jako odległości od punktu zerowego maszyny. Dodatkowo, G54 to jeden z pięciu standardowych systemów współrzędnych, które są predefiniowane w sterownikach CNC. Umożliwia on operatorowi łatwe zarządzanie i lokalizację narzędzi oraz detali w przestrzeni roboczej. W praktyce, używanie G54 pozwala na szybkie przełączanie między różnymi konfiguracjami i zapewnia precyzyjne pozycjonowanie elementów pracy. Jest to kluczowe w automatyzacji procesów produkcyjnych, gdzie dokładność i powtarzalność operacji mają kluczowe znaczenie. W związku z tym, właściwe wykorzystanie komend G90 G54 jest fundamentalne dla efektywności i jakości obróbki skrawaniem.