Pytanie 1
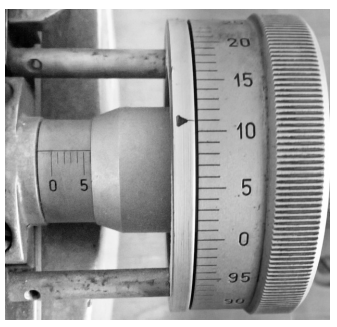
Przedstawione na zdjęciu narzędzie mocuje się za pomocą

A. imaka narzędziowego.
B. głowicy rewolwerowej VDI.
C. tulei zaciskowej.
D. trzpienia frezarskiego.
Prawidłowa odpowiedź to trzpień frezarski, który jest kluczowym elementem w obróbce skrawaniem, zwłaszcza w kontekście mocowania narzędzi takich jak frezy. Trzpień frezarski charakteryzuje się cylindrycznym kształtem i precyzyjnymi wymiarami, co zapewnia pewne i stabilne mocowanie narzędzia w wrzecionie maszyny. W praktyce, mocowanie narzędzi za pomocą trzpieni frezarskich jest powszechnie stosowane w obrabiarkach CNC, co pozwala na efektywną wymianę narzędzi oraz zachowanie ich dokładności podczas procesu obróbczy. Warto zwrócić uwagę na standardy, takie jak ISO 7388, które określają wymiary i tolerancje dla trzpieni frezarskich, co jest istotne dla zapewnienia interoperacyjności między różnymi producentami narzędzi. Zrozumienie zastosowania trzpieni frezarskich jest kluczowe dla każdej osoby pracującej w branży obróbczej, ponieważ ma to bezpośredni wpływ na jakość wykonania detali oraz efektywność procesu produkcyjnego.