Pytanie 1
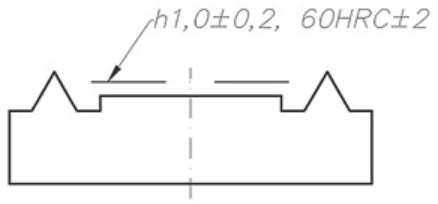
W trakcie wytwarzania wałka rozrządu krzywki podlegają
A. nawęglaniu
B. aluminiowaniu
C. siarkowaniu
D. chromowaniu
Nawęglanie to taka metoda obróbcza, która pozwala na wprowadzenie węgla w powierzchnię stali. Dzięki temu elementy, jak krzywki wałka rozrządu, stają się dużo twardsze i bardziej odporne na zużycie. Co ciekawe, ta zewnętrzna warstwa staje się bardzo twarda, ale rdzeń wciąż zostaje elastyczny. To ważne, bo dzięki temu cała konstrukcja jest bardziej wytrzymała. W silnikach spalinowych wałki rozrządu pracują w trudnych warunkach, często w wysokiej temperaturze i pod dużym ciśnieniem, dlatego nawęglanie ma tu ogromne znaczenie. Normy branżowe, takie jak ISO 683-17, mówią, jak powinno się przeprowadzać taką obróbkę cieplną stali węglowej. Dzięki tej technologii, producenci mogą lepiej zrealizować silniki i przedłużyć życie komponentów, co z kolei zmniejsza koszty serwisowania i napraw. To naprawdę ma sens w praktyce.