Pytanie 1
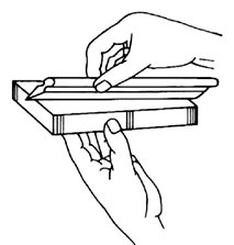
Na rysunku pokazano czynność sprawdzania płaskości powierzchni z zastosowaniem
A. pryzmy traserskiej.
B. liniału krawędziowego.
C. przymiaru kreskowego.
D. usztywnionego płaskownika.
Liniał krawędziowy jest narzędziem o kluczowym znaczeniu w procesie weryfikacji płaskości powierzchni. Jego główną zaletą jest wyjątkowo prosta i gładka krawędź, co sprawia, że idealnie nadaje się do tego typu pomiarów. Użycie liniału krawędziowego pozwala na szybkie i precyzyjne sprawdzenie, czy dana powierzchnia nie odbiega od normy pod względem płaskości. W praktyce, narzędzie to stosuje się w wielu dziedzinach, w tym w inżynierii mechanicznej, budownictwie oraz w obróbce materiałów. Na przykład, przed wykonaniem montażu dużych konstrukcji stalowych, ważne jest, aby wszystkie elementy były dokładnie sprawdzone pod kątem płaskości, co zapobiega późniejszym problemom związanym z ustawieniem czy stabilnością. Ponadto, zgodnie z normami ISO, pomiar płaskości przy użyciu odpowiednich narzędzi, jak liniał krawędziowy, jest kluczowy w zapewnieniu wysokiej jakości produkcji i zgodności z wymaganiami technicznymi.