Pytanie 1
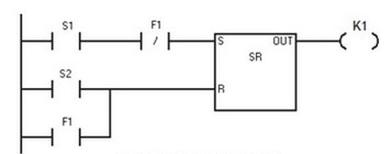
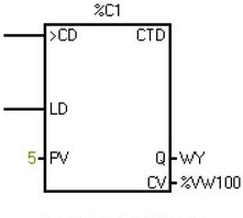
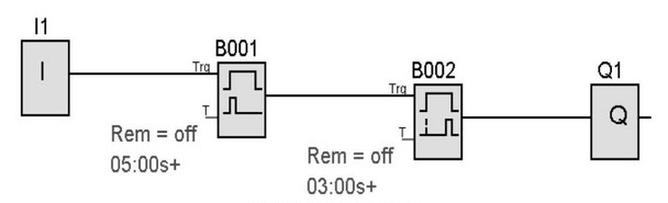
Na jak długo zostanie ustawiony stan 1 na wyjściu Q1 sterownika, realizującego program przedstawiony na rysunku, po pojawieniu się stanu 1 na wejściu I1?
A. 5 s
B. 2 s
C. 8 s
D. 3 s
Poprawna odpowiedź to 2 s, ponieważ stan 1 na wyjściu Q1 sterownika zostanie ustawiony na tę długość czasu w odpowiedzi na sygnał na wejściu I1. W większości systemów automatyki, takich jak PLC, czas reakcji na sygnały wejściowe jest ściśle regulowany przez zaprogramowane logiki czasowe. W przypadku programowania PLC, standardowym podejściem jest użycie timerów, które są implementowane w oparciu o zasady normy IEC 61131-3. Timer może być skonfigurowany do generowania sygnałów wyjściowych przez określony czas, co w tym przypadku wynosi 2 sekundy. Przykładem zastosowania takiego rozwiązania może być proces, w którym po naciśnięciu przycisku (sygnał na I1) uruchamiany jest silnik na dokładnie 2 sekundy, co jest istotne w wielu aplikacjach przemysłowych, takich jak kontrola prędkości silników czy automatyzacja linii produkcyjnych. Dobrą praktyką jest także testowanie logiki czasowej w symulatorach, aby upewnić się, że ustawione czasy są zgodne z oczekiwaniami i wymaganiami aplikacji.