Pytanie 1
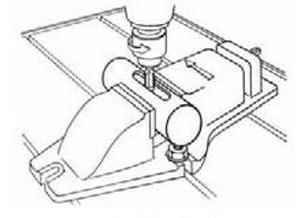
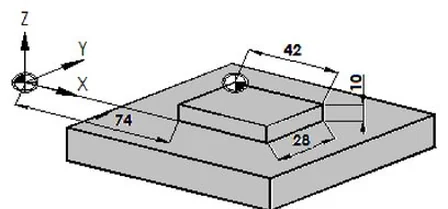
W którym bloku podano wartości przesunięcia punktu zerowego obrabianego przedmiotu zgodne z przedstawionym rysunkiem?
A. G54 X116 Y28 Z10
B. G54 X74 Y28 Z0
C. G54 X74 Y28 Z10
D. G54 X116 Y28 Z0
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Wybrana odpowiedź G54 X74 Y28 Z10 jest poprawna, ponieważ dokładnie odzwierciedla wartości przesunięcia punktu zerowego obrabianego przedmiotu, jakie zostały przedstawione na rysunku. Na rysunku można zauważyć, że wymiary w osiach X i Y wynoszą odpowiednio 74 oraz 28, co jest zgodne z wybraną odpowiedzią. Dodatkowo, wysokość Z wynosi 10, co odpowiada charakterystyce przedmiotu. W kontekście obrabiarek CNC, prawidłowe określenie punktu zerowego jest kluczowe dla precyzyjnego wykonania detali. Użycie wartości G54 jest standardową praktyką w programowaniu ścieżek narzędzia, pozwalającą na łatwe odniesienie do lokalizacji przedmiotu w przestrzeni roboczej. Zrozumienie przesunięcia punktów zerowych jest niezbędne dla optymalizacji procesów produkcyjnych, co w efekcie przekłada się na zwiększenie efektywności i jakości wykonania.
Wybrana odpowiedź G54 X74 Y28 Z10 jest poprawna, ponieważ dokładnie odzwierciedla wartości przesunięcia punktu zerowego obrabianego przedmiotu, jakie zostały przedstawione na rysunku. Na rysunku można zauważyć, że wymiary w osiach X i Y wynoszą odpowiednio 74 oraz 28, co jest zgodne z wybraną odpowiedzią. Dodatkowo, wysokość Z wynosi 10, co odpowiada charakterystyce przedmiotu. W kontekście obrabiarek CNC, prawidłowe określenie punktu zerowego jest kluczowe dla precyzyjnego wykonania detali. Użycie wartości G54 jest standardową praktyką w programowaniu ścieżek narzędzia, pozwalającą na łatwe odniesienie do lokalizacji przedmiotu w przestrzeni roboczej. Zrozumienie przesunięcia punktów zerowych jest niezbędne dla optymalizacji procesów produkcyjnych, co w efekcie przekłada się na zwiększenie efektywności i jakości wykonania.