Pytanie 1
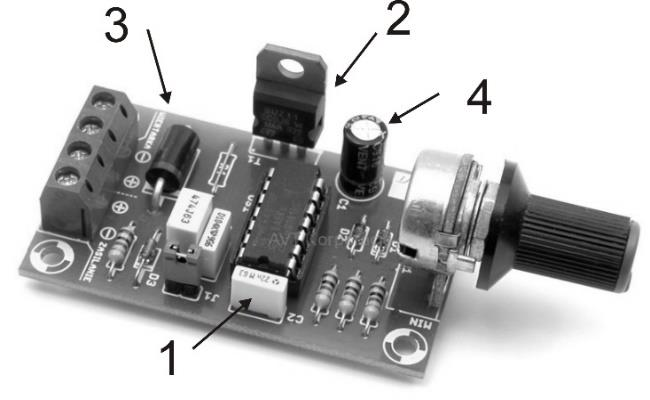
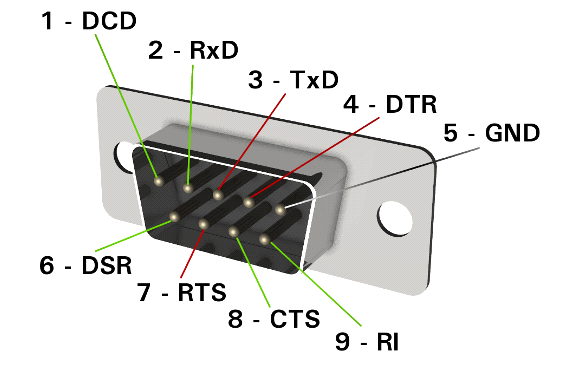
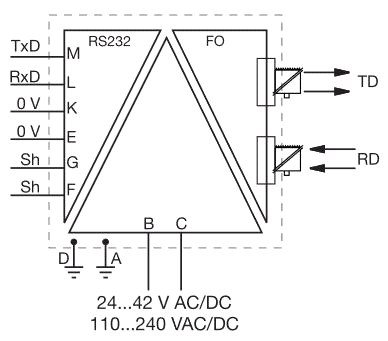
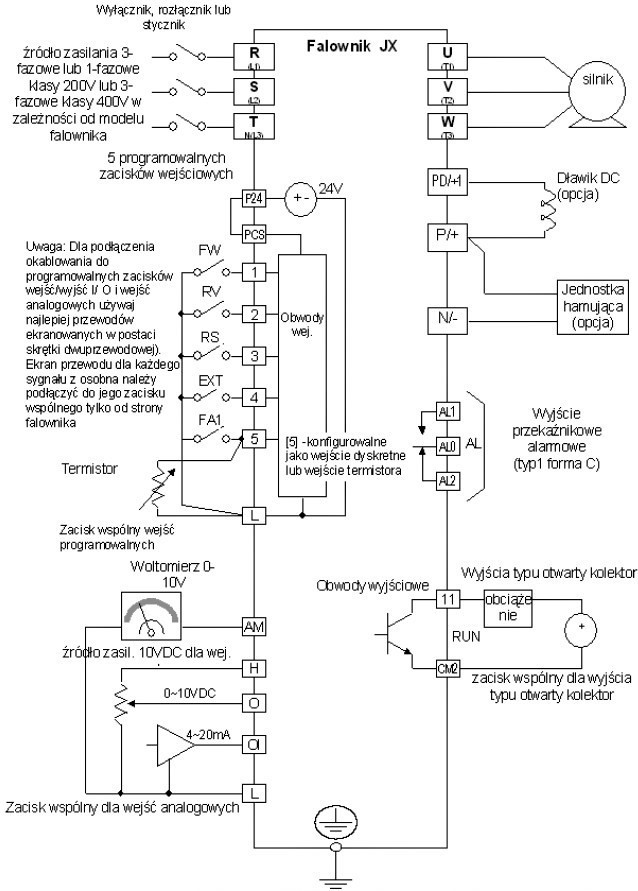
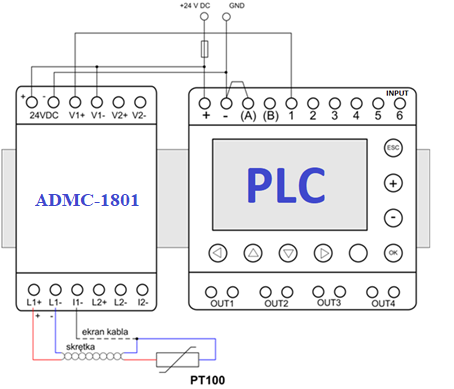
W której przemysłowej sieci komunikacyjnej stosowane jest urządzenie przedstawione na rysunku?

A. DeviceNet
B. Modbus
C. Profibus
D. Profinet
Wybór innych odpowiedzi może wynikać z nieznajomości specyfiki różnych sieci przemysłowych. DeviceNet to standard oparty na sieciach CAN i jest używany głównie do komunikacji w mniejszych systemach automatyki. Jego zastosowanie jest z reguły ograniczone do prostszych urządzeń, takich jak czujniki i aktuatory. Modbus z kolei to jeden z najstarszych i najbardziej wszechstronnych protokołów komunikacyjnych, używany szeroko w różnych branżach, ale pierwotnie nie oparty na Ethernecie, co odróżnia go od Profinet. Profibus, mimo że jest blisko spokrewniony z Profinet, działa na innych zasadach, często z użyciem magistrali szeregowej. Typowe błędy w rozumieniu to mylenie standardów opartych na Ethernecie z tymi, które na nim nie bazują. Ważne jest, aby pamiętać, że Profinet, jako protokół oparty na Ethernecie, oferuje większą elastyczność i możliwości w integracji z systemami IT niż inne wymienione technologie. Dlatego kluczowe jest zrozumienie, jakie protokoły i urządzenia są najbardziej odpowiednie dla danego zastosowania.