Pytanie 1
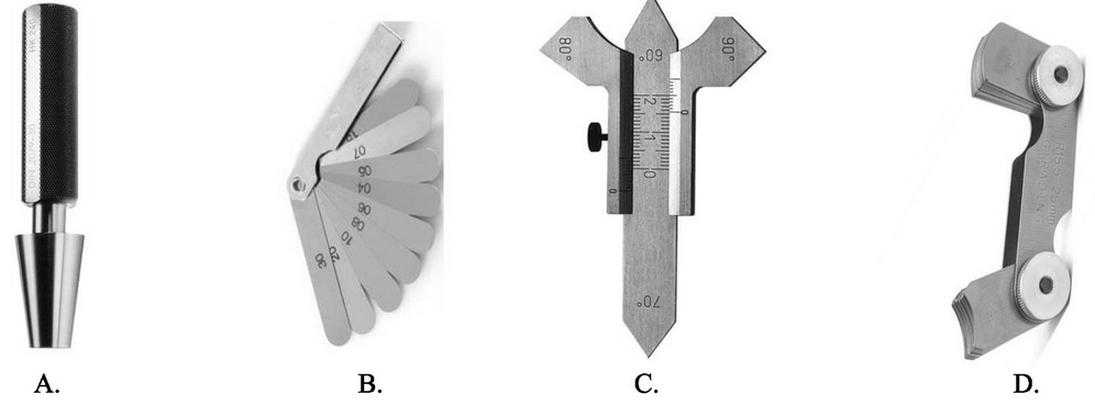
Przedstawioną na ilustracji tulejkę stosuje się do mocowania

A. wierteł z chwytem walcowym.
B. frezów tarczowych.
C. gwintowników ręcznych.
D. wierteł z chwytem stożkowym.
Mocowanie wierteł z chwytem stożkowym przy użyciu tulejek zaciskowych typu ER jest koncepcją, która nie znajduje uzasadnienia w praktyce inżynieryjnej. Tulejki te są zaprojektowane do mocowania narzędzi o chwycie walcowym, co oznacza, że stosowanie ich do narzędzi stożkowych prowadzi do nieprawidłowego mocowania i potencjalnych uszkodzeń zarówno narzędzi, jak i samej maszyny. W przypadku gwintowników ręcznych, ich konstrukcja nie przewiduje użycia tulejek ER; zamiast tego, stosuje się specjalne uchwyty, które umożliwiają precyzyjne prowadzenie gwintownika i minimalizują ryzyko uszkodzenia gwintu. Frezy tarczowe również wymagają innego rodzaju mocowania, które zapewnia stabilność podczas obróbki, co jest kluczowe dla uzyskania odpowiedniej jakości powierzchni. Typowe błędy myślowe prowadzące do takich nieprawidłowych wniosków to brak zrozumienia różnic między różnymi systemami mocowania oraz niewłaściwe przypisanie zastosowań narzędzi. Dlatego ważne jest, aby zaznajomić się z właściwościami narzędzi oraz ich odpowiednimi systemami mocowania, aby zapewnić bezpieczeństwo i efektywność podczas pracy w obrabiarkach.