Pytanie 1
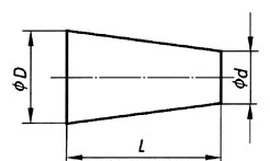
Ile wynosi zbieżność stożka przedstawionego na rysunku o długości 100 mm i średnicach D=25 mm oraz d=24 mm? Skorzystaj z zależności C = (D – d)/L.
A. 1:25
B. 1:50
C. 1:5
D. 1:100
Obliczając zbieżność stożka, stosujemy wzór C = (D – d) / L, gdzie D to większa średnica, d to mniejsza średnica, a L to długość stożka. W naszym przypadku D wynosi 25 mm, d wynosi 24 mm, a L to 100 mm. Różnica średnic wynosi 1 mm, co oznacza, że zbieżność stożka jest równa 1 mm / 100 mm. Tak więc zbieżność wynosi 1:100. Zrozumienie zbieżności stożków jest kluczowe w wielu dziedzinach, w tym w inżynierii mechanicznej i projektowaniu systemów rurowych, gdzie precyzyjne dopasowanie części jest niezbędne. Odpowiednia zbieżność wpływa na przepływ medium oraz na trwałość konstrukcji. W praktyce, zbieżność 1:100 oznacza, że stożek jest stosunkowo łagodny, co sprzyja efektywnemu przepływowi i minimalizuje ryzyko zatorów. W kontekście budowy maszyn i urządzeń, znajomość zbieżności jest niezbędna do określenia, jak będą zachowywać się elementy w ruchu i jak można zoptymalizować ich projekt, aby zapewnić maksymalną wydajność i bezpieczeństwo.