Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 19/40 punktów (47,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Zadaniem pracownika jest wykonanie 2500 sztuk elementów. Czas potrzebny na realizację jednego elementu wynosi 15 minut, koszt roboczogodziny wynosi 10 zł, a pracownik dostaje premię w wysokości 20% za zrealizowane zlecenie. Całkowity koszt robocizny za wykonanie całej partii elementów wyniesie około
Czas na przygotowanie i zakończenie procesu produkcji części wynosi 20 minut, a czas obróbki pojedynczej części to 3 minuty. Jaki będzie całkowity czas wykonania 1 sztuki, jeśli partia produkcyjna liczy 10 sztuk?
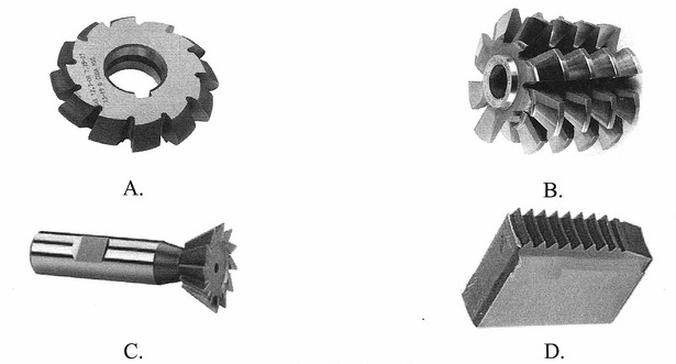
Narzędzie do wykonania uzębienia koła zębatego metodą kształtową przedstawia rysunek oznaczony literą
Która jednostka miary ciśnienia pochodzi z jednostek układu SI?
Przed rozpoczęciem pracy tokarki CNC w trybie automatycznym operator obrabiarki numerycznej nie musi
Przyrząd przedstawiony na ilustracji służy do kontroli

Jaką maksymalną siłę ściskającą można nałożyć na betonową próbkę o powierzchni 10 cm2, jeżeli dopuszczalne naprężenia betonu na ściskanie wynoszą 25 MPa?
Dokładny pomiar małych kątów metodą pośrednią powinien być przeprowadzony
Powierzchnie, które muszą być zabezpieczone przed penetracją wody i tlenu oraz wpływem kwasów organicznych i nieorganicznych, chroni się poprzez
W produkcji masowej do szybkiej weryfikacji wymiarów wałków 30h7 wykorzystuje się
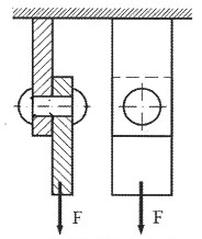
Jaką maksymalną siłą F, można obciążyć połączenie, jeżeli średnica trzonu nita wynosi 8 mm, a wytrzymałość materiału nita na ścinanie kt = 80 MPa?
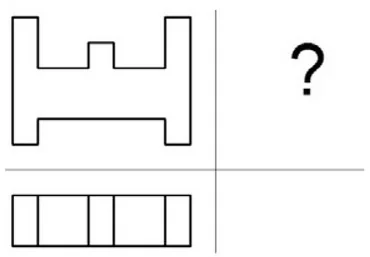
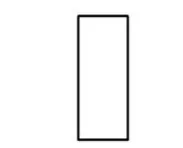
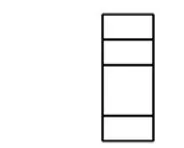
Poprawnie narysowany 3 rzut /boczny/ części, przedstawiono na rysunku oznaczonym literą


Aby otrzymać żeliwo ciągliwe z żeliwa białego, przeprowadza się proces wyżarzania
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na którym rysunku przedstawiono klucz umożliwiający odkręcenie nakrętki okrągłej rowkowej?




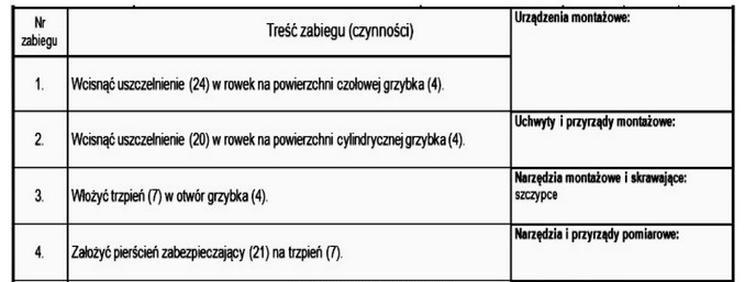
Nadzór nad przebiegiem instalacji głowicy na bloku silnika spalinowego powinien bezwzględnie brać pod uwagę
Bezpośrednia wartość produkcji uwzględnia między innymi wydatki
Suwmiarka, posiadająca 50 podziałek na noniuszu, pozwala na dokonanie pomiaru z precyzją odczytu wynoszącą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aby ochronić korpus tokarki przed korozją, należy zastosować
Do wykonania gwintu śruby nie da się zastosować metody
Stop, który nie jest używany do produkcji łożysk, to
Określ koszt naprawy podzespołu, w trakcie której wymieniono: 8 szt. śrub mocujących, dwa łożyska toczne oraz 2 uszczelki w czasie 3,5 godziny.
| Rodzaj elementu | Cena jednostkowa zł |
|---|---|
| Śruba mocująca | 2,50 |
| Kołek ustalający | 1,20 |
| Łożysko toczne | 35,00 |
| Łożysko ślizgowe | 40,00 |
| Uszczelka | 4,50 |
| Koszt 1 roboczogodziny | 72,00 |
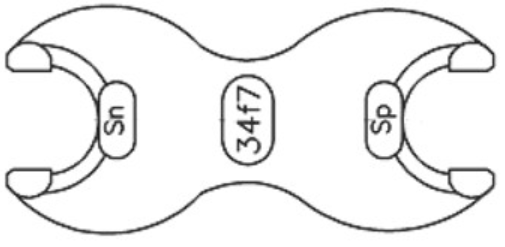
Przedstawiony na rysunku sprawdzian służy do kontroli jakości wykonania
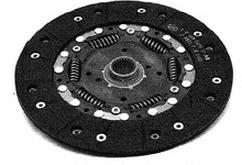
Na okładziny części przedstawionej na zdjęciu stosuje się
Który typ wytwarzania odznacza się znacznym udziałem pracy ręcznej, dużą czasochłonnością oraz unikalnością produktów i wymaga zatrudnienia wykwalifikowanych pracowników?
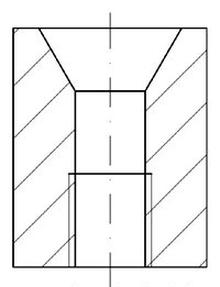
Wskaż prawidłową kolejność wykonywania obróbki otworu przedstawionego na rysunku.
Aby zabezpieczyć stalowe elementy maszyn przed korozją w wysokich temperaturach, stosuje się
Zespół działań związanych z równoczesną naprawą wszystkich zespołów w maszynie lub ich wymianą określamy mianem
Dane dotyczące ustalonych terminów różnych przeglądów i napraw dla konkretnej maszyny znajdują się w karcie
Jakie jest teoretyczne zużycie mosiądzu na jeden surowy odlew koła zębatego, mając na uwadze, że masa 80 odlewów wynosi 1 040 kg?
W tabeli przedstawiono fragment
Kto wydaje świadectwo wzorcowania sprzętu pomiarowego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
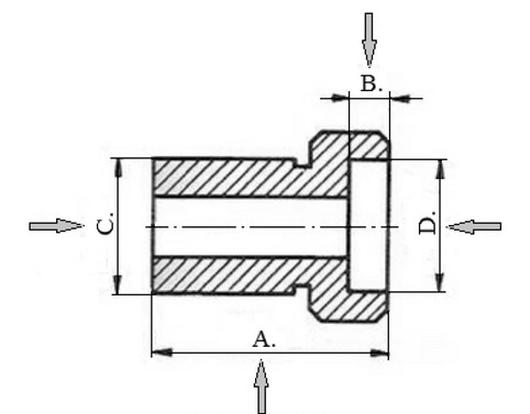
Który wymiar na rysunku nie opisuje tolerowania w głąb materiału?
Zakład mechaniczny produkuje 4 000 sztuk prostych profili o masie 500 g każdy. Na podstawie danych z tabeli określ jakim rodzajem produkcji charakteryzuje się ten zakład.
| Rodzaj produkcji | Roczny program produkcyjny | ||
|---|---|---|---|
| Wyrób A | Wyrób B | Wyrób C | |
| Jednostkowa | do 5 | do 10 | do 100 |
| Małoseryjna | 5÷100 | 10÷200 | 100÷500 |
| Seryjna | 100÷300 | 200÷500 | 500÷5000 |
| Wielkoseryjna | 300÷1000 | 500÷5000 | 5000÷50000 |
| Masowa | ponad 1000 | ponad 5000 | ponad 50000 |
| Wyroby A – elementy o dużych gabarytach, znacznej pracochłonności i ciężarze ponad 300 N. | |||
| Wyroby B – elementy o średnich wymiarach i pracochłonności oraz ciężarze od 80 do 300 N. | |||
| Wyroby C – elementy małe, o niewielkiej pracochłonności i ciężarze do 80 N. | |||
| G=m·g | |||
Ograniczenie drgań pomiędzy elementami maszyn można uzyskać poprzez zastosowanie
Jaki dokument wydawany przez dział planowania produkcji jest używany do wprowadzania zadania produkcyjnego na stanowisku pracy?