Pytanie 1
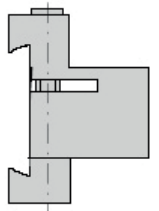
Na rysunku przedstawiono schemat ustalenia przedmiotu obrabianego przy użyciu

A. podpory samonastawnej i oporu.
B. podpory regulowanej i trzpienia krótkiego.
C. podpory stałej i kołka.
D. podpory pryzmowej i docisku.
Wybór podpory pryzmowej i docisku w kontekście ustalania przedmiotu obrabianego jest niewłaściwy, ponieważ te elementy nie zapewniają odpowiedniego podparcia, które jest niezbędne do precyzyjnej obróbki. Podpora pryzmowa, choć może być użyteczna w niektórych zastosowaniach, nie gwarantuje stabilności w obróbce skrawaniem, zwłaszcza w przypadku większych przedmiotów, które mogą wymagać bardziej zaawansowanych systemów mocowania. Docisk, będący jedynie mechanizmem utrzymującym element w miejscu, nie dostarcza niezbędnej sztywności, co prowadzi do ryzyka przesunięcia się obrabianego przedmiotu. Odpowiedzi takie jak podpory samonastawne czy regulowane również nie są odpowiednie w tej sytuacji, ponieważ ich konstrukcja i przeznaczenie są zbyt elastyczne, co nie sprzyja stabilności w trakcie obróbki. Przykładem błędnej koncepcji jest założenie, że elastyczność systemu mocowania może być korzystna; w rzeczywistości elastyczność prowadzi do wibracji, które mogą negatywnie wpływać na jakość obróbki i dokładność wymiarową końcowego produktu. Istotne jest, aby podczas wyboru systemu mocowania kierować się zasadami inżynieryjnymi oraz standardami, które podkreślają znaczenie stabilności i precyzji. Dlatego do ustalania przedmiotów obrabianych korzysta się przede wszystkim z systemów, które zapewniają stałe, sztywne oparcie, takie jak podpory stałe i kołki, co jest kluczowe dla osiągnięcia wysokiej jakości obróbki oraz efektywności procesów produkcyjnych.