Pytanie 1
Który wykres przedstawia technologiczną kolejność operacji procesu azotowania?
A. A.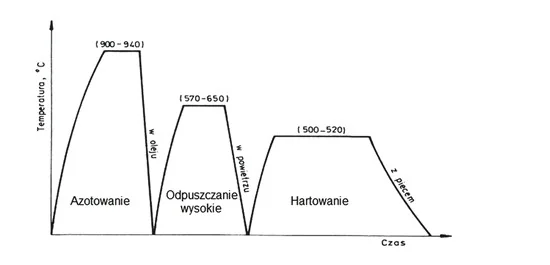
B. B.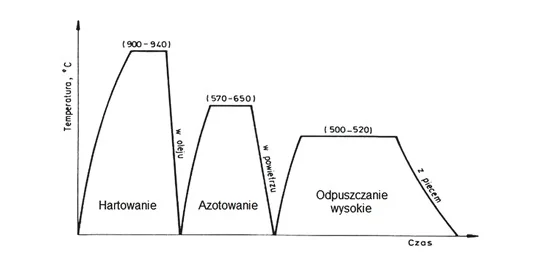
C. D.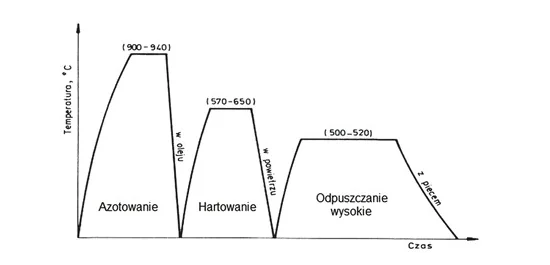
D. C.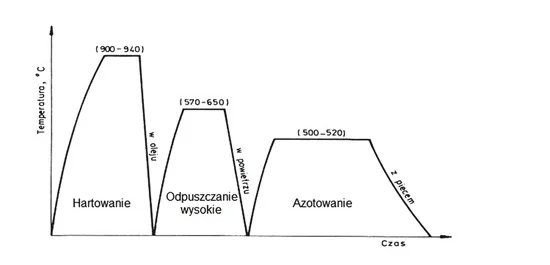
Wybór wykresu C jako poprawnej odpowiedzi jest uzasadniony przez zachowanie technologicznej sekwencji operacji w procesie azotowania. Proces ten jest kluczowy w przemyśle metalowym, gdzie zwiększenie twardości stali jest niezbędne dla wydłużenia jej żywotności i poprawy odporności na zużycie. W pierwszym etapie, hartowanie, stal jest podgrzewana do temperatury 900 - 940°C, co prowadzi do uzyskania struktury martensytycznej. Następnie, odpuszczanie wysokie w temperaturze 570 - 650°C pozwala na redukcję naprężeń wewnętrznych i poprawę plastyczności materiału. Ostatnim krokiem jest azotowanie w temperaturze 500 - 520°C, które skutkuje dyfuzją azotu w materiał, co znacząco zwiększa twardość powierzchniową. Taka sekwencja operacji jest zgodna z najlepszymi praktykami w obróbce cieplnej i stanowi fundament nowoczesnych technologii obróbczych. Zrozumienie tej sekwencji jest kluczowe dla inżynierów i technologów, którzy zajmują się procesami obróbczo-chemicznymi, co podkreśla znaczenie wykresu C w tym kontekście.