Pytanie 1
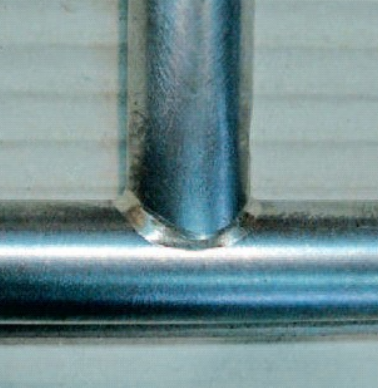
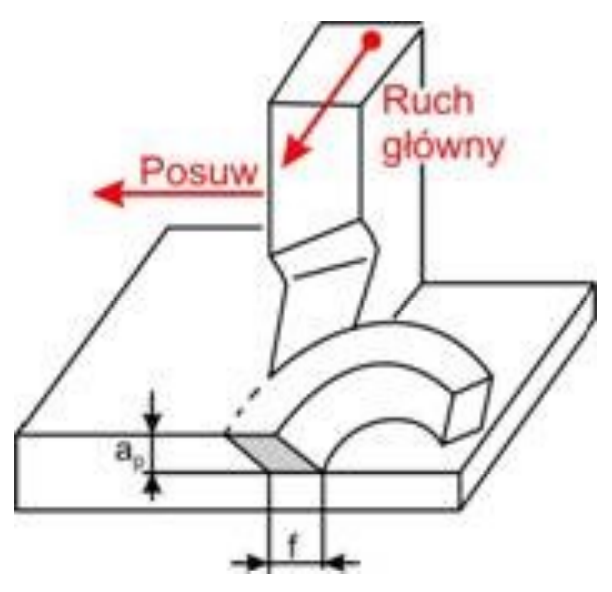
Przedstawione narzędzie jest wykorzystywane podczas

A. wiercenia.
B. frezowania.
C. gwintowania.
D. toczenia.
Odpowiedź "gwintowania" jest prawidłowa, ponieważ narzędzie przedstawione na zdjęciu to gwintownik, który jest przeznaczony do tworzenia gwintów wewnętrznych w otworach. Gwintowanie jest procesem, który pozwala na połączenie elementów mechanicznych, takich jak śruby i nakrętki, co jest niezwykle istotne w wielu branżach, w tym w budownictwie i inżynierii. Gwintowniki są dostępne w różnych typach, takich jak gwintowniki ręczne i maszynowe, które są dobierane w zależności od materiału obrabianego oraz wymagań dotyczących precyzji i głębokości gwintu. Stosowanie gwintowników zgodnie z normami i standardami branżowymi, takimi jak ISO, zapewnia wysoką jakość wykonania oraz zgodność z wymaganiami technicznymi. W praktyce, gwintowanie jest kluczowe w produkcji części maszyn oraz w montażu konstrukcji, gdzie właściwe dopasowanie i trwałość połączeń mają kluczowe znaczenie dla bezpieczeństwa i funkcjonalności finalnych produktów.