Pytanie 1
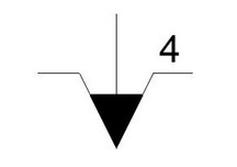
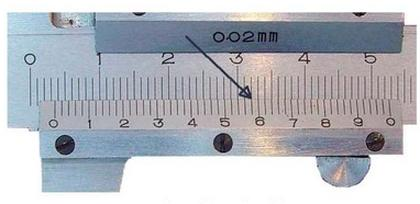
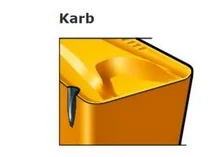
Przedstawiony symbol graficzny stosowany na rysunkach operacyjnych dla obrabiarek sterowanych numerycznie jest oznaczeniem punktu

A. wymiany narzędzia.
B. referencyjnego obrabiarki.
C. rozpoczęcia programu.
D. odniesienia narzędzia.
Odpowiedź "odniesienia narzędzia" jest jak najbardziej trafna. To właśnie ten symbol pokazuje, gdzie narzędzie jest ustawione w stosunku do obrabianego materiału. W maszynach CNC punkt odniesienia narzędzia to mega ważna sprawa, bo to od niego zależy, jak dokładnie narzędzie trafi w odpowiednie miejsce. Dzięki niemu mamy pewność, że wymiary i jakość obrobionych elementów będą na najwyższym poziomie. Użycie właściwego punktu odniesienia pozwala na automatyczne kalibracje i powtarzalność operacji, co jest nie do przecenienia, zwłaszcza w produkcji masowej. Przy programowaniu CNC, ustalenie punktu odniesienia narzędzia jest kluczowe, bo to pozwala zrozumieć cały proces obróbczy i kontrolować, czy wszystko działa jak powinno. W praktyce operatorzy najpierw ustalają ten punkt, zanim zaczną produkcję, żeby uniknąć problemów, które mogłyby kosztować ich czas i pieniądze.