Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 34/40 punktów (85,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który element urządzenia do nagrzewania wyrobów w procesie obróbki cieplnej przedstawiono na rysunku?

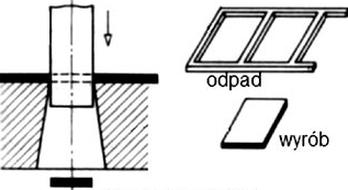
Który rodzaj operacji cięcia metali przedstawia rysunek?
Blachy cienkie klasyfikuje się na sześć kategorii w zależności od ich zastosowania w tłoczeniu. Symbol P odnosi się do blachy
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Odczytaj z tabeli do jakiej minimalnej temperatury należy nagrzać stal 50S2 przed hartowaniem.
| Znak stali | Temperatura hartowania, °C | Temperatura odpuszczania, °C |
|---|---|---|
| SK5, SW12, SW7M | 1180÷1200 | 550÷560 |
| 60SGH, 50HS, 50HF | 840÷860 | 470÷480 |
| 70,75,80, 85 | 820÷840 | 470÷480 |
| 50S2, 55S2, 60S2 | 860÷880 | 450÷460 |
| N7E, N5, N6, N7 | 790÷810 | 180÷190 |
| N8, N8E, N9, N9E, | 780÷800 | 180÷190 |
| N10E, N10, N11 | 770÷790 | 170÷180 |
| N12E, N12 | 760÷780 | 170÷180 |
Na podstawie danych zawartych w tabeli określ potrzebną ilość koncentratu miedzi w stanie suchym do sporządzenia 1200 kg mieszanki stanowiącej materiał wsadowy do produkcji brykietów.
| Materiał | Udział % |
|---|---|
| Koncentrat miedzi | 80 |
| Pyły szybowe | 2 |
| Odsiewy brykietów | 8 |
| Lepiszcze | 6 |
| Karbonizator węglowy | 4 |
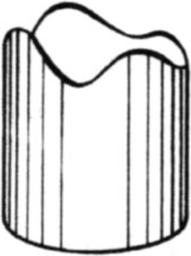
Przedstawiona na rysunku wada wyrobu tłoczonego to
Do jakich celów używa się gazu wielkopiecowego?
Jakie jest podstawowe wyroby uzyskiwane w procesie konwersji kamienia miedziowego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie fotografii, która wada została ujawniona na przekroju poprzecznym walcowanego pręta.

Którą wartość wskazuje manometr przedstawiony na rysunku?

Aby nagrzać koniec pręta przed jego wydłużeniem na młocie do kucia swobodnego, powinno się użyć pieca
Który rodzaj procesu stosowanego podczas produkcji blach grubych przedstawia rysunek?
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jaki olej może zastąpić smar Livona 2, podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
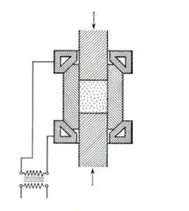
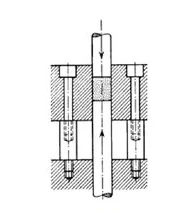
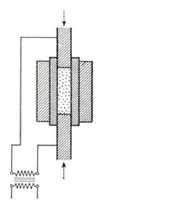
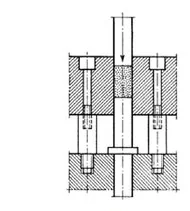
Schemat urządzenia do jednostronnego prasowania proszków na zimno przedstawiono na rysunku oznaczonym literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Głównym produktem procesu ogniowego wzbogacania rud miedzi w piecu szybowym jest
Jaki metal jest produkowany na dużą skalę w metodzie ISP (ang. Imperial Smelting Process)?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jakim olejem można zastąpić smar Energrease GP 2 podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1 250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Co powoduje falowanie lub pofałdowanie blach w trakcie procesu walcowania?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, który środek zastosowany podczas ciągnienia aluminium pozwala uzyskać najmniejsze tarcie między odkształcanym materiałem i ciągadłem.
| Lp. | Współczynnik tarcia μ | Rodzaj użytego środka | Rodzaj ciągnionego materiału | Materiał ciągadła |
|---|---|---|---|---|
| 1. | 0,01÷0,05 | mydło potasowe | stal niestopowa ok. 0,53% C | węgliki spiekane |
| 2. | 0,03÷0,04 | mydło potasowe | stal niestopowa ok. 0,05% C | węgliki spiekane |
| 3. | 0,075 | olej rzepakowy | aluminium | stal narzędziowa |
| 4. | 0,149 | olej maszynowy | aluminium | stal narzędziowa |
| 5. | 0,166 | smar maszynowy | aluminium | stal narzędziowa |
O ile należy dogrzać wsad przeznaczony do wykonania odkuwki, jeśli temperatura kucia stali ma mieścić się w zakresie 900÷1200°C, a wsad ma barwę wiśniową?
| Temperatura, °C | Barwa stali |
|---|---|
| 680 | ciemnoczerwona |
| 740 | ciemnowiśniowa |
| 770 | wiśniowa |
| 800 | jasnowiśniowa |
| 850 | jasnoczerwona |
| 900 | intensywnie jasnoczerwona |
| 950 | żółtoczerwona |
| 1000 | żółta |
| 1100 | jasnożółta |
| 1200 | żółtobiała |
Który z podanych procesów rafinacji metali polega na oksydacji zanieczyszczeń?
Proces redukcji rud stanowi kluczową metodę w produkcji przemysłowej proszków
Na podstawie tabeli wskaż, którą z wymienionych prac prowadzi się w czasie remontu bieżącego komorowego gazowego pieca grzewczego.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitalny | |
| wymiana wszystkich palników | ● | ||
| wymiana całej wymurówki komory roboczej | ● | ||
| wymiana warstwy izolacyjnej komory roboczej | ● | ||
| wymiana lub naprawa uszkodzonych fragmentów wymurówki | ● | ||
| naprawy instalacji elektrycznej | ● | ||
| korekta ustawień palników | ● | ||
| naprawy układu sterowania | ● | ||
| naprawy mechaniczne | ● | ||
Określ na podstawie tabeli, którą z wymienionych prac wykonuje się w trakcie remontu średniego komorowego gazowego pieca grzewczego.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitałny | |
| Wymiana wszystkich palników | ● | ||
| Wymiana całej wymurowki komory roboczej | ● | ||
| Wymiana warstwy izolacyjnej komory roboczej | ● | ||
| Wymiana lub naprawa uszkodzonych fragmentów wymurowki | ● | ||
| Naprawy instalacji elektrycznej | ● | ||
| Korekta ustawień palników | ● | ||
| Naprawy układu sterowania | ● | ||
| Naprawy mechaniczne | ● | ||
Jakie z wymienionych urządzeń powinno się wykorzystać do przewozu gorących wlewków w piecu wgłębnym na terenie kuźni?
Podczas walcowania na zimno stal zyskuje pewne właściwości w wyniku
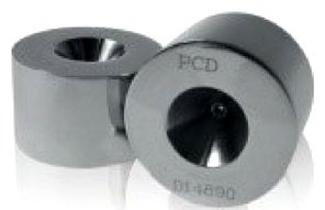
Które narzędzia stanowiące oprzyrządowanie urządzeń do obróbki plastycznej przedstawiono na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, jaki rodzaj żużla należy naprowadzić na powierzchnię metalu, jeśli powinien on zawierać powyżej 50% tlenku wapnia i poniżej 9% tlenu manganu.
| Nr żużla | Żużel | Skład chemiczny % | |||||||
|---|---|---|---|---|---|---|---|---|---|
| \( CaO \) | \( MnO \) | \( FeO \) | \( MgO \) | \( SiO_2 \) | \( S \) | \( Al_2O_3 \) | \( P_2O_5 \) | ||
| I | Redukcyjny | 42,0 | 10,0 | 16,6 | 5,0 | 20,0 | 0,2 | 5,0 | 1,2 |
| II | Kwaśny | - | 18,0 | 22,0 | - | 56,0 | - | 4,0 | - |
| III | Zasadowy | 54,0 | 5,0 | 8,0 | 2,0 | 10,0 | 1,0 | - | 20,0 |
| IV | Utleniający | 48,0 | 8,0 | 10,0 | 5,0 | 20,0 | 1,0 | 5,0 | 3,0 |
Do podstawowych działań związanych z przygotowaniem walcówki ze stali niestopowej do procesu ciągnienia na zimno zalicza się