Pytanie 1
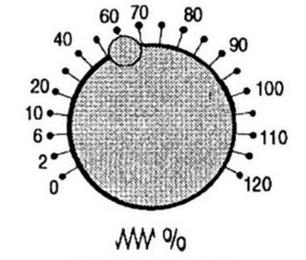
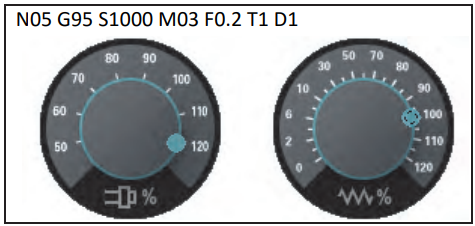
Na podstawie informacji zawartych w ramce (blok sterujący, ustawienia pokręteł) wybierz rzeczywistą warto obrotów i posuwu.
A. S2200 F0.34
B. S1200 F0.20
C. S1800 F0.24
D. S1000 F0.24
Poprawna odpowiedź to S1200 F0.20, co wynika z analizy ustawień pokręteł przedstawionych na zdjęciu. Zakładając, że wartość bazowa obrotów wynosi 1000, a obroty są zwiększone o 20%, otrzymujemy 1200 obrotów na minutę. Wartość posuwu, która wynosi 0.20, jest zgodna z ustawieniami pokrętła, co oznacza, że nie uległa ona zmianie. Ustawianie obrotów i posuwu jest kluczowe w obróbce skrawaniem, ponieważ wpływa bezpośrednio na jakość oraz efektywność procesu produkcyjnego. Przykładowo, przy zbyt niskich obrotach istnieje ryzyko niedostatecznego usuwania materiału, co może prowadzić do uszkodzenia narzędzi. Z kolei zbyt wysokie obroty mogą skutkować przegrzewaniem materiału i obniżeniem trwałości narzędzi. Dlatego dokładne dostosowanie tych parametrów do specyfikacji materiału oraz zastosowanej technologii obróbczej jest niezbędne do uzyskania optymalnych rezultatów. Warto także zwrócić uwagę na normy przemysłowe, takie jak ISO, które zalecają szczegółowe zasady dotyczące ustawień maszyn skrawających.