Pytanie 1
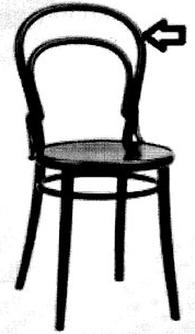
Do bezpiecznej obsługi której obrabiarki przydatny jest przyrząd pokazany na rysunku?

A. Pilarki wzdłużnej.
B. Tokarki kłowej.
C. Wiertarki pionowej.
D. Strugarki grubiarki.
Pilarka wzdłużna jest maszyną, w której precyzyjne cięcie drewna lub innych materiałów jest kluczowe dla jakości wykonania. Przyrząd zaprezentowany na rysunku to prowadnica, która umożliwia stabilne i proste prowadzenie materiału podczas cięcia. Dzięki niej operator może zminimalizować ryzyko pojawienia się błędów w wymiarach cięcia oraz zapewnić większe bezpieczeństwo pracy. W przypadku pilarek wzdłużnych, które często obsługują długie i ciężkie elementy, używanie takiego przyrządu jest standardem według norm BHP, które zalecają stosowanie odpowiednich narzędzi do podtrzymywania i prowadzenia materiałów. Przyrząd ten także zmniejsza ryzyko odrzucenia materiału, co może prowadzić do poważnych wypadków. Stosowanie prowadnic jest zgodne z najlepszymi praktykami w branży, co przekłada się na efektywność i bezpieczeństwo pracy; umożliwia także realizację bardziej skomplikowanych operacji cięcia, co jest nieocenione w produkcji mebli czy konstrukcji drewnianych.